
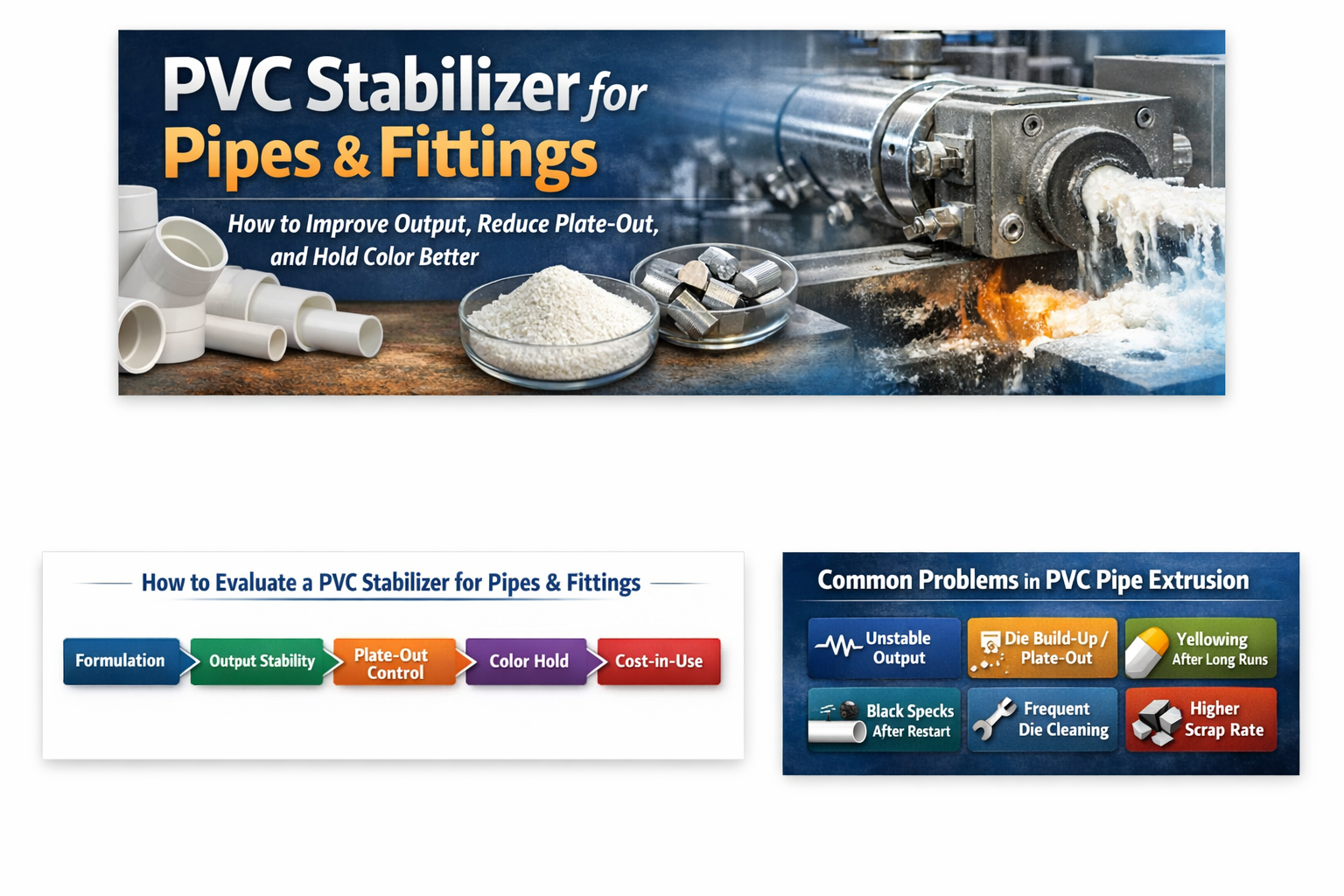
So wählen Sie einen PVC-Stabilisator für Rohre und Formstücke aus: Ausgabe, Ausbringung und Farbhalt
Für Hersteller von PVC-Rohren und -Fittings leistet ein Stabilisator weit mehr, als nur „die Zersetzung von PVC unter Hitze zu verhindern.“
In der realen Produktion hat die Frage, ob ein Stabilisator geeignet ist oder nicht, direkten Einfluss auf die Leistung der gesamten Linie, einschließlich:
-
ob die Extrusionsausgabe stabil bleibt
-
ob die Anhäufung oder das Ausplattieren des Chips zum Problem wird
-
ob sich die Farbe des Produkts während der Verarbeitung verändert oder vergilbt
-
ob nach Start-Stopp-Zyklen schwarze Flecken, verbranntes Material oder Oberflächenfehler auftreten
-
ob die Häufigkeit der Düsenreinigung zunimmt
-
ob die Ausschussrate steigt
-
ob die Gesamtproduktionskosten unter Kontrolle bleiben
Deshalb sollte die Auswahl des richtigen PVC-Stabilisators für Rohre und Formstücke niemals nur auf dem Preis pro Kilogramm oder auf einem einzelnen Laborergebnis zur Hitzestabilität basieren.
Es sollte auf der Grundlage der Gesamtproduktionsleistung und der tatsächlichen Nutzungskosten bewertet werden.
Für Rohr- und Formstückverarbeiter sollte ein wirklich geeignetes Stabilisatorsystem dazu beitragen, mehrere praktische Ziele gleichzeitig in Einklang zu bringen:
-
stabile Ausgabe
-
geringer Plateout
-
bessere Anfangsfarbe und Farbhalt
-
stärkere Start-Stopp-Toleranz
-
gute Verträglichkeit mit Füll-, Schmier- und Verarbeitungshilfssystemen
-
wettbewerbsfähigere allgemeine Produktionsökonomie
In vielen PVC-Rohr- und Formstückanwendungen werden Kalzium-basierte Systeme, insbesondere pulverförmige Ca-Zn-Stabilisatoren, aufgrund ihres praktischen Werts in Bezug auf Verarbeitungsstabilität, Formulierungsflexibilität und ausgewogenen Betriebskosten häufig verwendet.
Dies ist jedoch der Fall Funktioniert nur, wenn das Stabilisatorpaket richtig auf die tatsächliche Formulierung, Ausrüstung und Prozessbedingungen abgestimmt ist.
In diesem Artikel wird Folgendes erklärt:
-
worauf Rohrverarbeiter bei der Auswahl eines Stabilisators wirklich achten sollten
-
was normalerweise zu Plateout, instabiler Ausgabe oder schwacher Farbhaltung führt
-
wie man einen Stabilisator so bewertet, dass er der realen Produktion näher kommt
-
und warum eine rohrorientierte Ca-Zn-Pulversorte wie G-80 eine praktische Testbewertung in Hart-PVC-Rohr- und Fitting-Anwendungen verdient
Wichtige Erkenntnisse
-
Für uPVC-Rohre und -Formstücke sollte der richtige Stabilisator Ausstoß, Plate-Out-Kontrolle, Farbhalt und Linienstabilität ausgleichen.
-
Bei der Rohrextrusion sind die Gebrauchskosten oft wichtiger als der Stückpreis des Rohmaterials, da Ausfallzeiten, Düsenreinigung, Ausschuss und Produktionsausfälle den Unterschied schnell vergrößern.
-
Ein guter Rohrstabilisator muss mit dem Schmierpaket, Füllstand, Verarbeitungshilfe, Schneckendesign und dem tatsächlichen Leitungszustand zusammenarbeiten.
-
Ca-Zn-Stabilisatoren werden häufig in vielen Anwendungen für PVC-Rohre und -Fittings verwendet, ihre Leistung hängt jedoch stark von der richtigen Formulierung und Prozessanpassung ab.
-
Rohrversuche sollten nicht allein anhand statischer Labordaten beurteilt werden. Viel wichtiger ist das tatsächliche Produktionsverhalten.
Warum PVC-Rohre und -Formstücke einen höheren Standard bei der Auswahl von Stabilisatoren erfordern
PVC-Rohre und -Formstücke sind Hart-PVC-Anwendungen, die hohe Anforderungen an die kontinuierliche Verarbeitungsstabilität stellen.
Im Vergleich zu einigen allgemeinen Blech-, Folien- oder Profilanwendungen konzentriert sich die Rohr- und Formstückproduktion in der Regel viel mehr auf Folgendes:
-
stabile Langzeitextrusion
-
Schmelzstabilität über längere Produktionszyklen
-
sauberes Stanzverhalten
-
Oberflächenkonsistenz
-
Wiederherstellung nach Unterbrechungen und Neustarts der Leitung
-
Toleranz gegenüber Prozessschwankungen
-
dimensionale Konsistenz
-
langfristige Produktionseffizienz
Dies bedeutet, dass ein Stabilisator, der in einer anderen PVC-Anwendung „grundsätzlich verwendbar“ ist, in einer Rohrleitung möglicherweise immer noch eine schlechte Leistung erbringt.
In der realen Produktion treten häufig folgende Probleme auf:
-
instabile Ausgabe nach dem Start
-
erhöhte Chip-Ablagerungen bei längeren Läufen
-
allmähliche Vergilbung
-
Hohe Häufigkeit der Chipreinigung
-
Schwankungen im Drehmoment, Druck oder Plastifizierungsverhalten
-
stumpfe Oberflächen oder ungewöhnliche Defekte am Rohr
Es ist wichtig zu beachten, dass diese Probleme selten durch einen Rohstoff allein verursacht werden.
Sie sind normalerweise das Ergebnis der Interaktion zwischen:
-
das Stabilisatorpaket
-
internes/externes Schmierungsgleichgewicht
-
Füllsystem
-
Verarbeitungshilfe
-
Eigenschaften von PVC-Harz
-
Temperatureinstellungen
-
Schrauben- und Matrizendesign
-
Verweilzeit und Prozessschwankung
Bei der Rohrextrusion geht es bei der Stabilisatorauswahl also nicht nur darum, „einen Zusatzstoff zu ändern“.
Im Grunde geht es darum, das Rezeptursystem und das Verarbeitungssystem aufeinander abzustimmen.
Was Rohr- und Formstückherstellern normalerweise am meisten am Herzen liegt
Bei den meisten Hart-PVC-Rohr- und Formstückwerken beschränkt sich die Stabilisatorbewertung normalerweise auf mehrere Schlüsselbereiche.
1) Stabile Ausgabe
Ein Stabilisator beeinflusst nicht nur die Hitzestabilität. Es beeinflusst auch das Plastifizierungs- und Schmelzverhalten innerhalb der Anlage.
Wenn das Paket besser übereinstimmt, sehen Prozessoren häufig Folgendes:
-
schnellere Stabilisierung nach dem Start
-
Ausgabe bleibt näher am Zielbereich
-
weniger Prozessschwankungen
-
weniger Bedieneranpassungen
Bei Pipelines ist eine stabile Leistung in der Regel wertvoller als eine kurzfristige Spitzenleistung.
2) Niedriger Plate-Out
Plate-out ist einer der häufigsten Effizienzkiller bei der Extrusion von PVC-Rohren.
Es kann zu Folgendem führen:
-
Die-Aufbau
-
schlechtere Oberflächenqualität
-
mehr Stillstände wegen Reinigungsarbeiten
-
geringere Effizienz im Dauerbetrieb
-
schwächere Produktkonsistenz
Aus diesem Grund sollte ein Rohrstabilisator nicht nur anhand der Hitzestabilitätsminuten beurteilt werden.
Man sollte auch danach beurteilen, ob er dazu beiträgt, dass die vollständige Formulierung eine geringere Plate-out-Tendenz in der realen Produktion aufrechterhält.
3) Besserer Farbhalt
Einige Verarbeiter gehen davon aus, dass bei undurchsichtigen weißen Rohren, grauen Rohren oder anderen nicht transparenten Produkten die Farbbeständigkeit nicht sehr wichtig ist.
Tatsächlich ist die Farbstabilität immer noch wichtig, da sie ein sichtbares Signal dafür ist, wie robust die Formulierung im Laufe der Verarbeitungshitze ist.
Bei der Rohrproduktion weist Farbinstabilität häufig auf Folgendes hin:
-
unzureichender Wärmestabilitätsspielraum
-
schwache Toleranz gegenüber längerer Verweildauer
-
schlechte Start-Stopp-Toleranz
-
Ungleichgewicht irgendwo im Formulierungssystem
Die Farbbeständigkeit ist also nicht nur ein Problem des Aussehens. Es ist auch ein Signal für die Prozessstabilität.
4) Stärkere Start-Stopp-Toleranz
In der realen Produktion kommt es bei Rohrleitungen zwangsläufig zu Folgendem:
-
vorübergehende Stopps
-
die Änderungen
-
wesentliche Änderungen
-
Neustart nach dem Aufwärmen
-
Schwankungen zwischen Schichten und Jahreszeiten
Wenn die Formulierung unter diesen Bedingungen schwach ist, erscheinen die ersten Anzeichen normalerweise wie folgt:
-
Vergilbung
-
schwarze Flecken
-
verbranntes Material
-
instabile Oberflächenqualität
-
längere Wiederherstellungszeit nach dem Neustart
Dies macht die Start-Stopp-Toleranz zu einem der wichtigsten, aber oft übersehenen Kriterien bei der Stabilisatorbewertung.
5) Praktische Nutzungskosten
Bei Rohrverarbeitern sollte ein Stabilisator nicht nur nach dem Kaufpreis beurteilt werden.
Eine bessere Bewertungsmethode ist die Betrachtung des gesamten Produktionsergebnisses, einschließlich:
-
Dosierungsstufe
-
tatsächlicher Durchsatz
-
Ausschussrate
-
Häufigkeit der Formreinigung
-
Ausfallzeitverlust
-
Breite des Verarbeitungsfensters
-
Konsistenz über mehrere Produktionstage hinweg
Aus dieser Perspektive könnte ein Stabilisator mit einem etwas höheren Stückpreis, aber geringerem Plateout, besserer Ausgangsstabilität und weniger Unterbrechungen tatsächlich die wirtschaftlichere Lösung sein.
Warum Ca-Zn-Stabilisatoren häufig in PVC-Rohren und -Fittings verwendet werden
In vielen PVC-Rohr- und Formstückanwendungen werden Kalzium-basierte Systeme, insbesondere Ca-Zn-Stabilisatoren, häufig verwendet, da sie häufig eine ausgewogene Kombination aus Folgendem bieten:
-
Hitzestabilität
-
Prozessanpassungsfähigkeit
-
Anpassung an die schwermetallfreie Marktausrichtung
-
Formulierungsflexibilität
-
kontrollierbare Nutzungskosten
Es gibt jedoch einen sehr wichtigen Punkt:
Ca-Zn-Stabilisatoren sind keine universellen Plug-and-Play-Produkte.
Ihre tatsächliche Leistung hängt stark ab von:
-
Co-Stabilisator-Paketdesign
-
internes/externes Schmierverhältnis
-
Füllstoff wird geladen
-
TiO₂ und Pigmentsystem
-
Verarbeitungshilfsstufe
-
Harz- und Gerätezustand
-
Zylinder-, Schnecken- und Matrizenanpassung
Mit anderen Worten: Ob ein Ca-Zn-System gut funktioniert, kann nicht unabhängig von der tatsächlichen Formel beurteilt werden.
Für Rohr- und Formstückanwendungen sollte ein wirklich geeigneter Ca-Zn-Stabilisator den Verarbeitern helfen, Folgendes zu erreichen:
-
sanfteres Extrusionsverhalten
-
geringere Plate-out-Tendenz
-
besserer Farbhalt
-
längere stabile Laufzeit
-
einfachere Übereinstimmung mit typischen Rohrformulierungen
Aus diesem Grund müssen PVC-Rohrstabilisatoren immer im Rahmen des gesamten Rezeptur- und Ausrüstungssystems und nicht als isolierte Rohstoffe bewertet werden.
Was normalerweise zu Plate-Out bei der Extrusion von PVC-Rohren führt
Plate-out ist eines der häufigsten Probleme bei PVC-Rohren und -Formstücken, aber auch eines der am häufigsten missverstandenen.
Viele Verarbeiter gehen sofort davon aus, dass der Stabilisator selbst das Problem ist.
In der Praxis wird Plate-out jedoch normalerweise durch eine Kombination von Faktoren verursacht wie:
-
übermäßige externe Schmierung oder schlechte Schmierungsbalance
-
schwache Kompatibilität zwischen Zusatzstoffen
-
unzureichender Spielraum für die Hochtemperaturstabilität
-
Wechselwirkung zwischen Füllstoffen und Pigmenten
-
zu lange Verweildauer
-
Temperatureinstellungen sind zu hoch
-
schlechte Übereinstimmung zwischen Stabilisator und Verarbeitungshilfsmittel
-
Variationen der Rohmaterialcharge wirken sich auf das gesamte System aus
Bei der Bewertung eines Stabilisators für die Rohrproduktion sollte die Frage also nicht einfach lauten:
„Wird dieser Stabilisator durchhalten?“
Eine bessere Frage ist:
„Wie funktioniert dieser Stabilisator in meinem Harz-, Füllstoff-, Schmier- und Gerätesystem, wenn es um die Plate-out-Kontrolle geht?“
Das ist eine viel realistischere Produktionsfrage.
Ein rohrorientierter Stabilisator sollte dazu beitragen, die Tendenz zur Formablagerung zu reduzieren, dies muss jedoch immer anhand der tatsächlichen Formulierung, des tatsächlichen Leitungszustands und der tatsächlichen Laufzeit überprüft werden.
So bewerten Sie Ausgabe, Plate-Out und Farbhalt in realen Versuchen
Verlassen Sie sich beim Vergleich verschiedener PVC-Rohrstabilisatoren nicht nur auf Lieferantenangaben, statische Labordaten zur Hitzestabilität oder einen sehr kurzen Testlauf.
Ein sinnvollerer Ansatz besteht darin, den Stabilisator auf eine Weise zu bewerten, die der tatsächlichen Produktion näher kommt.
A. Ausgabe auswerten
Überprüfen Sie, ob die Linie den Zieldurchsatz reibungslos erreichen und diesen im Laufe der Zeit aufrechterhalten kann.
Sehen Sie sich Folgendes an:
-
ob Stromstärke oder Drehmoment stabil bleiben
-
ob der Schmelzfluss ungewöhnliche Schwankungen aufweist
-
ob der Kopfdruck angemessen bleibt
-
ob die Ausgabe stabil bleibt, nachdem die Leitung die Betriebstemperatur erreicht hat
-
ob Bediener häufige Parameterkorrekturen benötigen
B. Bewerten Sie Plate-Out
Die Testzeit muss lang genug sein. Kleine Auflagen verdecken oft das eigentliche Bild.
Sehen Sie sich Folgendes an:
-
ob der Würfel sauber bleibt
-
ob sich sichtbare Ablagerungen bilden
-
ob die Reinigungsintervalle länger werden
-
ob die Oberflächenkonsistenz stabil bleibt
-
ob sich der Zustand bei längeren Läufen deutlich ändert
C. Bewerten Sie den Farbhalt
Auch wenn Transparenz nicht das Ziel ist, ist die Farbstabilität dennoch eine Überwachung wert, da sie die Toleranz der Formulierung gegenüber der thermischen Vorgeschichte widerspiegelt.
Sehen Sie sich Folgendes an:
-
ob die Anfangsfarbe sauber ist
-
ob nach längerer Laufzeit eine Vergilbung auftritt
-
ob ein Neustart zu einer merklichen Farbverschiebung führt
-
ob verschiedene Chargen konsistent bleiben
D. Bewerten Sie die Start-Stopp-Leistung
Dies ist besonders wichtig bei Rohren und Formstücken.
Sehen Sie sich Folgendes an:
-
ob die Neustartwiederherstellung reibungslos verläuft
-
ob die Vergilbung nach dem Neustart sichtbar wird
-
ob schwarze Flecken oder verbranntes Material auftreten
-
ob die Oberflächenqualität nach Stopp-Start-Zyklen stabil bleibt
E. Bewerten Sie die Nutzungskosten
Verfolgen Sie gleichzeitig praktische Daten wie:
-
Stabilisatordosierung
-
tatsächlicher Durchsatz
-
Ausschussrate
-
Ausfallzeit bei der Düsenreinigung
-
Häufigkeit von Bedienereingriffen
-
Linienstabilität über mehrere Produktionstage hinweg
Diese Zahlen liefern in der Regel viel mehr Entscheidungswert als der Kaufpreis allein.
Welche Informationen sollten vor der Auswahl eines PVC-Rohrstabilisators bestätigt werden
Bevor Sie Muster oder Angebote anfordern, ist es hilfreich, zunächst die folgenden Informationen zu organisieren.
Dies hilft Lieferanten, eine besser geeignete Sorte zu empfehlen und macht Versuche effizienter.
1) Produkttyp
-
Druckrohr
-
Abflussrohr
-
Conduit
-
Anpassungen
-
Schaumkernrohr
-
Vollwandrohr
2) Aktuelle Basisformulierung
-
Harztyp / K-Wert
-
Füller wird geladen
-
TiO₂ / Pigmentgehalt
-
Auswirkungsmodifikator
-
Verarbeitungshilfe
-
internes/externes Schmierpaket
3) Geräte- und Prozessbedingungen
-
Schraubendesign
-
Temperatureinstellungen
-
Matrizendesign
-
Zieldurchsatz
-
typische Verweildauer
-
saisonale Temperaturschwankung
4) Zu lösendes Hauptproblem
-
Plate-out
-
instabile Ausgabe
-
Vergilbung
-
schlechte Oberflächenbeschaffenheit
-
Kostensenkung
-
größeres Verarbeitungsfenster
5) Testbewertungskriterien
Definieren Sie vor dem Test:
-
Zieldurchsatz
-
Akzeptable Matrizensauberkeit
-
Farbhalteanforderung
-
Ausschussstufe
-
Matrizenreinigungsintervall
-
kontinuierliche Laufzeit
Wenn diese Punkte klar sind, werden die Beispielempfehlung und die Testanleitung viel nützlicher.
Wo G-80 in PVC-Rohr- und Formstückanwendungen passt
G-80 ist für Hart-PVC-Rohre und -Fittingsanwendungen gedacht, bei denen Verarbeiter ein praktisches Gleichgewicht zwischen Verarbeitungsstabilität, Farbbeständigkeit und Plate-Out-Kontrolle benötigen.
-
trägt eine stabilere Extrusionsausgabe bei
-
hilft, die Tendenz zur Chip-Ablagerungen zu reduzieren
-
verbessert die Farbkonsistenz
-
unterstützt längere stabile Produktionsläufe
-
ist einfacher mit gängigen Pipe-Formulierungen abzugleichen
Die endgültige Eignung sollte immer zusammen mit Harz, Füllstoff, Schmiermittel, Verarbeitungshilfsmitteln und Gerätebedingungen bestätigt werden. Eine Probenvalidierung am tatsächlichen Rohr oder an der Verbindungslinie wird empfohlen.
Häufige Fehler bei der Auswahl eines Rohrstabilisators
Fehler 1: Nur Preis pro Kilogramm vergleichen
Ein niedrigerer Kaufpreis bedeutet nicht automatisch niedrigere Gesamtkosten.
Wenn die Sorte mehr Reinigung, mehr Ausschuss und ein engeres Prozessfenster verursacht, können die Gesamtkosten höher sein.
Fehler 2: Schmierungsbalance ignorieren
Viele Plate-out-Probleme sind nicht einfach nur Probleme mit „schlechten Stabilisatoren“.
Es handelt sich um Probleme mit der Systembalance.
Fehler 3: Zu kurze Tests durchführen
Kurze Versuche zeigen oft keine langfristigen Ansammlungen, Farbhalteprobleme und Neustartprobleme.
Fehler 4: Verwendung von Blatt- oder Profillogik zur Beurteilung einer Rohrformulierung
Die Produktion von Rohren und Fittings stellt höhere Anforderungen an Kontinuität, Schwankungstoleranz und Langzeitstabilität.
Die Bewertungslogik sollte anders sein.
Fehler 5: Keine eindeutigen Kriterien für bestanden/nicht bestanden
Ohne definierte Standards für Leistung, Ausbringung, Farbe oder Reinigungsintervall werden Testergebnisse schnell subjektiv.
Was Käufer fragen sollten, bevor sie Muster anfordern
Wenn Sie einen PVC-Stabilisator für Rohre und Formstücke beschaffen, ist es sinnvoll, Folgendes zu klären, bevor Sie Muster anfordern:
-
Ist dieser Typ hauptsächlich für Rohre, Formstücke oder allgemeines Hart-PVC konzipiert?
-
Mit welchem Füllbereich wird es normalerweise abgeglichen?
-
Welche Schmierstoffbalance wird normalerweise empfohlen?
-
Wie sollte der Plateout während des Versuchs bewertet werden?
-
Welcher Ausgabebereich ist für diesen Leitungstyp realistisch?
-
Welche Dokumente sind verfügbar (SDB, Compliance-Dateien)?
-
Welcher Anfangsdosisbereich wird empfohlen?
Je klarer diese Fragen sind, desto effizienter wird der Stichproben-, Vergleichs- und Angebotsprozess.
FAQ
1) Was ist der beste PVC-Stabilisator für Rohre und Formstücke?
Der beste Stabilisator ist derjenige, der zu Ihrer tatsächlichen Formulierung und Ihrem Anlagenzustand passt und gleichzeitig Ausstoß, Ausbringung, Farbhalt und Betriebskosten im Gleichgewicht hält.
2) Sind Ca-Zn-Stabilisatoren für PVC-Rohre geeignet?
Ja. In vielen PVC-Rohr- und Formstückanwendungen werden häufig Systeme auf Kalziumbasis, einschließlich Ca-Zn-Stabilisatoren, verwendet. Allerdings müssen sie dennoch gut auf die tatsächlichen Rezeptur- und Verarbeitungsbedingungen abgestimmt sein.
3) Warum kommt es bei der Extrusion von PVC-Rohren häufig zu Plate-out?
Plateout wird normalerweise nicht durch einen Faktor allein verursacht. Es ist oft das kombinierte Ergebnis von Stabilisatorpaket, Schmierstoffbalance, Füllstoffen und Pigmenten, Verweilzeit, Temperaturprofil und Anlagenbedingungen.
4) Warum ist das Stillhalten der Farbe bei undurchsichtigen Rohren wichtig?
Denn Farbstabilität ist ein sichtbares Zeichen für thermische Robustheit und Verarbeitungskonsistenz, insbesondere bei langen Auflagen und Start-Stopp-Zyklen.
5) Was sollte bei der Bewertung zweier Rohrstabilisatoren verglichen werden?
Die Hauptpunkte sollten Leistung, Matrizensauberkeit, Farbhalt, Start-Stopp-Verhalten, Ausschussrate und Reinigungsintervall sein, nicht nur der Kaufpreis.
6) Welche Informationen sollten bereitgestellt werden, bevor ein Angebot angefordert wird?
Am besten geben Sie den Rohr-/Fittingstyp, die Basisformulierung, die Füllstoffbeladung, den Geräte- und Prozesszustand, das zu lösende Hauptproblem und die Testbewertungskriterien an.
Schlussfolgerung
Bei der Auswahl eines PVC-Stabilisators für Rohre und Formstücke geht es in erster Linie darum, das Betriebsrisiko der gesamten Produktionslinie zu kontrollieren.
Eine geeignete Sorte sollte mehr als nur „PVC stabilisieren“ können.
Es sollte Ihrer Linie helfen:
-
lauft gleichmäßiger
-
länger laufen
-
leiden weniger unter Plattenout
-
stoppen Sie seltener
-
erhalten eine bessere Oberflächen- und Farbkonsistenz
-
Kontrollieren Sie die Gesamtproduktionskosten effektiver
Für die meisten Rohr- und Formstückhersteller sind die eigentlichen Fragen:
-
Kann die Ausgabe stabil gehalten werden?
-
Kann es Plate-out reduzieren?
-
Kann es unter realen Verarbeitungsbedingungen eine bessere Farbstabilität aufrechterhalten?
-
Können dadurch die Gesamtkosten und nicht nur die Rohstoffkosten gesenkt werden?
Wenn Ihr Ziel darin besteht, die Produktion von PVC-Rohren oder -Fittings stabiler zu machen, dann lohnt es sich, ein Pulver-Ca-Zn-Stabilisatorsystem wie G-80 systematisch an einer realen Produktionslinie zu evaluieren.
Suchen Sie einen Stabilisator für PVC-Rohre und -Formstücke?
Wenn Sie versuchen, Probleme mit Ausgabe, Austritt, Farbhalt oder Start-Stopp-Stabilität an Ihrem PVC-Rohr oder Ihrer Verbindungslinie zu lösen, kann WANSYN Sie bei der Probenprüfung und beim Anwendungsabgleich unterstützen.
Bitte teilen:
-
Ihr Rohr- oder Formstücktyp
-
aktuelle Basisformulierung
-
Füller wird geladen
-
Geräte- und Verarbeitungszustand
-
das Hauptproblem, das Sie verbessern möchten
Wir können Ihnen dabei helfen, zu prüfen, ob G-80 ein geeigneter Ausgangspunkt für Ihren nächsten Versuch ist.
G-80-Pulver-Ca-Zn-Stabilisator für PVC-Rohre und -Formstücke
Auswahlleitfaden für Ca-Zn vs. Methylzinn
PVC-Stabilisatortests: Kongorot, Drehmoment, Plate-Out und Farbe





