Como evitar rachaduras no congelamento em bandejas termoformadas para carnes e frutos do mar (cadeia de frio -20°C)
As embalagens para cadeia de frio podem parecer perfeitas à temperatura ambiente, até passarem pela logística real: congelamento a -20 °C, empilhamento, vibração e quedas. É aí que você vê as falhas típicas:
Rachaduras no congelador (frequentemente nos cantos/zonas de estampagem profunda)
Clareamento dos cantos (clareamento por tensão/microdeformação)
Quebra de gotas após congelamento ou manuseio refrigerado
Se você está pesquisando sobre termoformagem com rachaduras em congeladores ou bandejas resistentes a baixas temperaturas, a chave é esta: as falhas geralmente são causadas por um sistema de distribuição de espessura + tensão residual + baixa temperatura. Fragilidade + cargas de manuseio — não são fatores isolados.
A principal causa é o afinamento dos cantos, provocado por uma alta taxa de estampagem e espessura de conformação não uniforme.
A baixa temperatura reduz a ductilidade, e A tensão residual faz com que microfissuras/fissuras se transformem em fissuras visíveis.
O caminho de melhoria mais rápido é: (1) melhorar a distribuição da espessura, (2) reduzir a tensão residual, (3) validar em bandejas formadas sob condições reais da cadeia de frio.
1) Causas principais de fissuras a -20°C
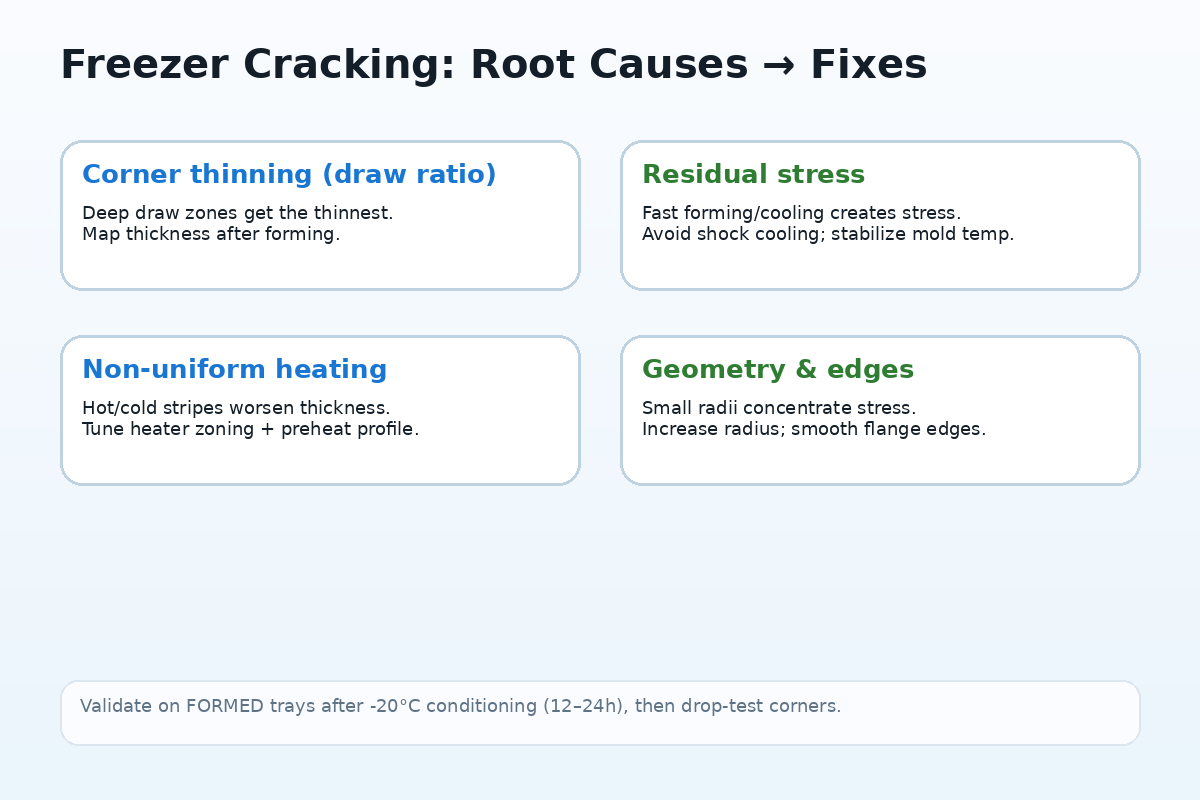
Causa A — Afinamento dos cantos devido à relação de estiragem (mais comum)
A termoformagem estica a chapa; cantos e reentrâncias profundas tornam-se as zonas mais finas e frágeis. A taxa de estiramento é amplamente utilizada para estimar a espessura mínima e o risco de afinamento.
Sinais comuns
As rachaduras começam nos cantos/raios.
As falhas aumentam com bandejas mais profundas.
Os testes com folhas planas foram aprovados, os testes com bandejas moldadas foram reprovados.
Causa B — Fragilidade a baixas temperaturas + tensão residual
Em baixas temperaturas e altas taxas de deformação, os polímeros apresentam comportamento mais frágil (menor tempo para atingir o limite de escoamento). A tensão residual pode levar ao surgimento de microfissuras/trincas e eventual ruptura.
Sinais comuns
Clareamento antes do aparecimento de rachaduras
As rachaduras aparecem após o armazenamento/transporte refrigerado, não imediatamente.
Causa C — Aquecimento e resfriamento não uniformes
O aquecimento irregular aumenta a variação da espessura e a tensão; as inconsistências no resfriamento também aumentam a tensão interna e o risco de distorção.
Causa D — Concentração de tensão geométrica
Raios de canto pequenos e bordas de flange afiadas concentram a tensão — especialmente perigosos em temperaturas de congelamento.
2) Moldagem de pontas para melhorar a resistência a baixas temperaturas (antes da troca de material)
Dica 1 — Melhore a distribuição da espessura nos cantos
Aumente o raio dos cantos sempre que possível.
Utilize/otimize o auxílio de plugs para pré-esticar e distribuir o material de maneira mais uniforme, reduzindo o afinamento em áreas profundas.
Analise a relação entre o comprimento do papel e a espessura inicial do papel.
Dica 2 — Melhore a uniformidade do aquecimento
Ajuste o sistema de aquecimento por zonas (evite faixas de quente/frio).
Mantenha um perfil de pré-aquecimento controlado para uma formação estável.
Dica 3 — Reduza o estresse residual
Evite o resfriamento brusco; mantenha a temperatura do molde constante.
Equilibre a velocidade de formação e a taxa de resfriamento.
Garantir o manuseio estável da bobina e a fixação repetível.
Dica 4 — Valide em bandejas moldadas sob condições de frio.
Para embalagens de cadeia fria, validar após a formação e após o condicionamento:
mapeamento de espessura (canto/parede/fundo)
condicionamento a frio na temperatura alvo (por exemplo, -20°C durante 12–24 h)
Testes de queda (com a quina primeiro é crucial)
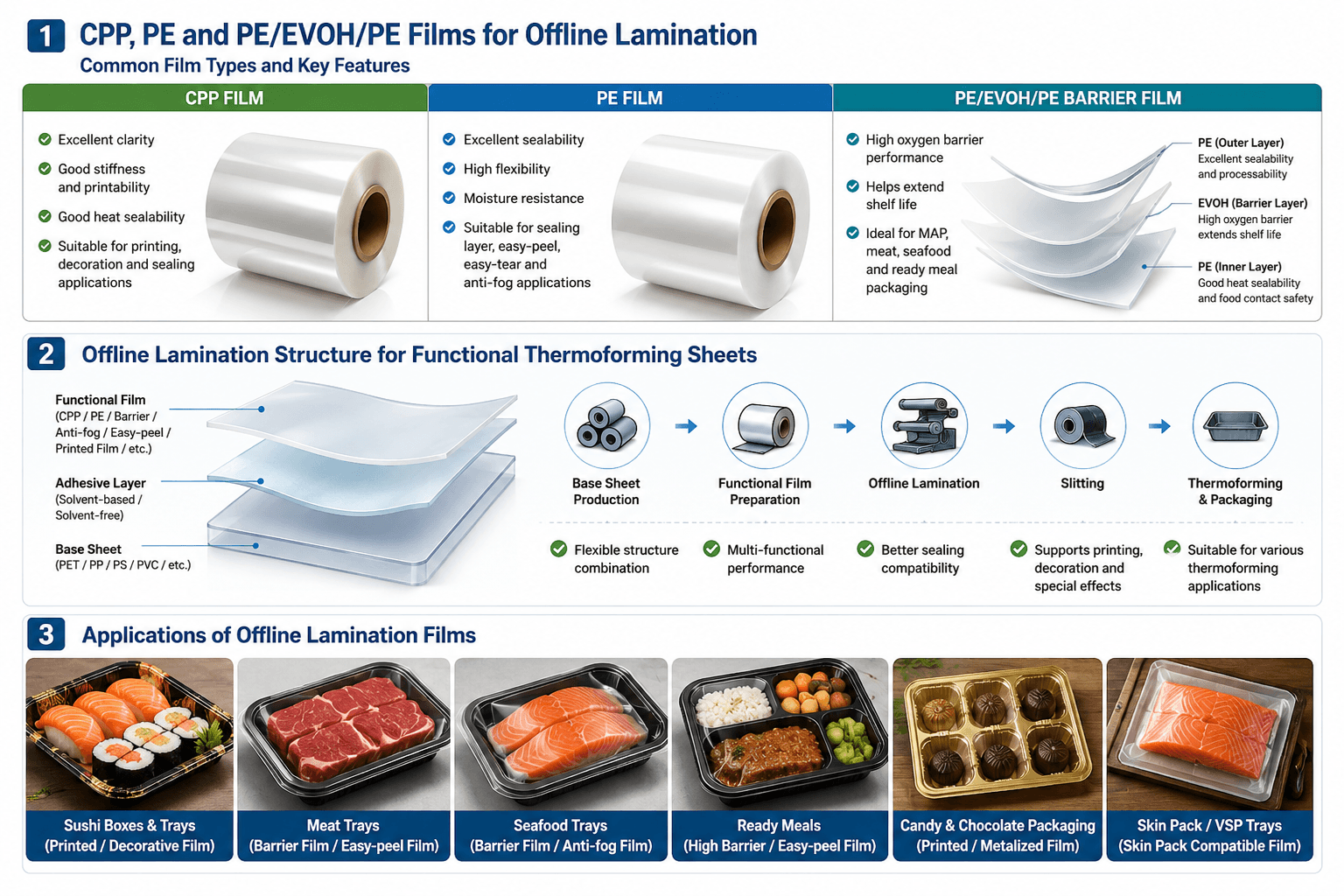
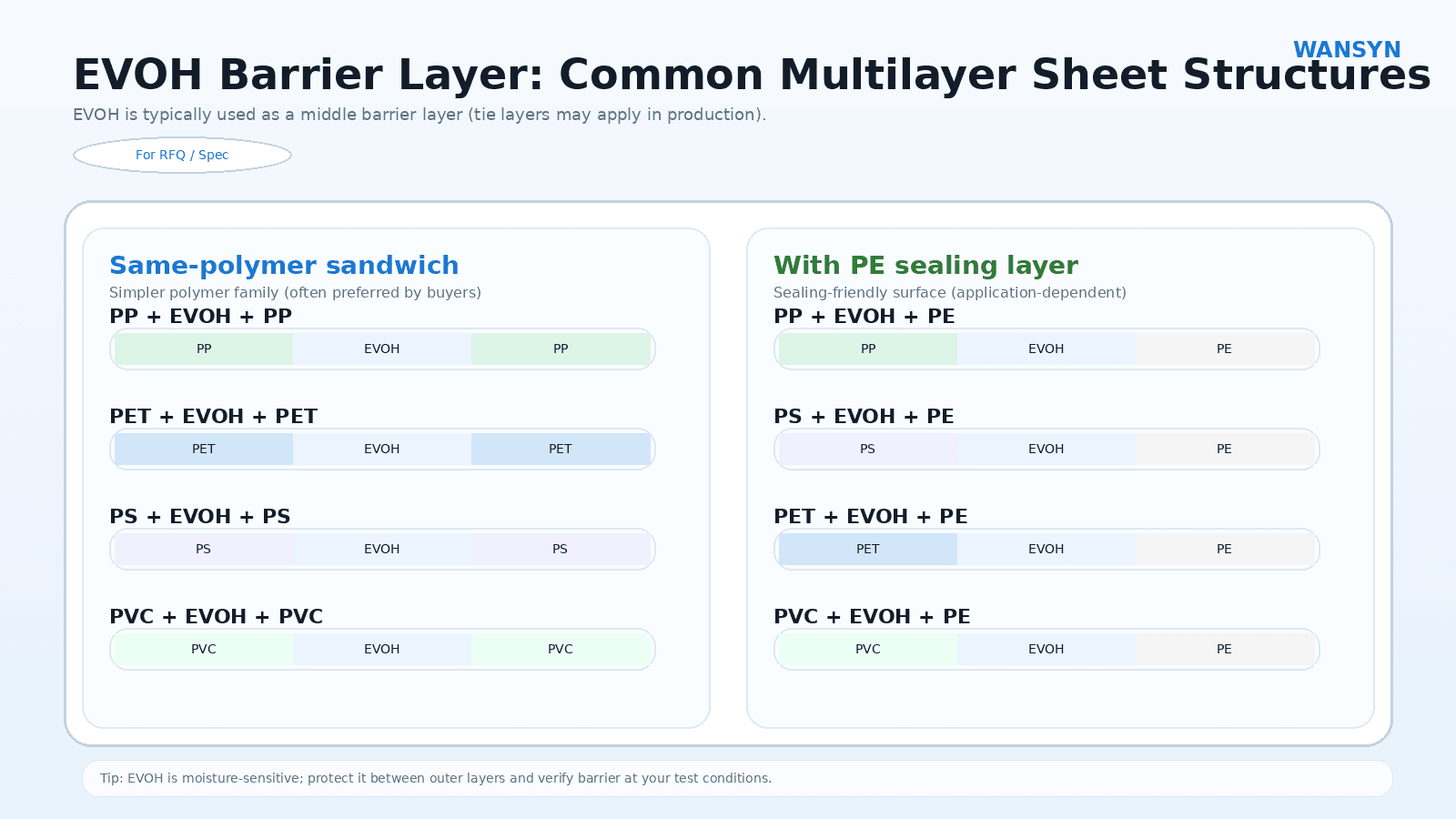
3) Abordagens de materiais e estruturas laminadas
Observação: "melhor desempenho em baixas temperaturas" depende da qualidade, da formulação e da geometria da bandeja. Use a seleção de estrutura para ampliar sua janela de sucesso e, em seguida, valide na sua linha de produção.
Opção 1 — Sistemas com foco em resistência (rolos de chapas laminadas de PP/CPP)
O PP é frequentemente descrito como mais flexível e com maior capacidade de absorção de impacto do que o PET em muitas aplicações de embalagem, o que pode ser útil em cenários de manuseio/transporte — mas o desempenho final deve ser comprovado em testes de bandeja moldada e testes a frio.
Quando isso ajuda
Projetos que priorizam a robustez no manuseio da cadeia de frio
Necessidade de integrar impressão/outras funções como um sistema.
Opção 2 — Sistemas laminados à base de PET (PET/CPP ou PET/PE)
O PET é amplamente utilizado em embalagens transparentes para displays; soluções laminadas em PET podem ser projetadas para atender a necessidades funcionais (impressão, barreira, compatibilidade com antiembaçante), mas exigem controle rigoroso da distribuição da espessura e metas de resistência ao impacto a frio.
Quando isso ajuda
Expositores claros e bandejas com a marca.
Integração de sistemas com requisitos de barreira/antiembaçamento/impressão
Importante: Sempre verifique a compatibilidade com seu sistema de fechamento/vedação — a integridade da vedação e o comportamento de abertura podem ser alterados em condições de frio.
4) Plano de testes recomendado para “embalagens da cadeia de frio”
Defina seu plano de testes com clareza:
Temperatura alvo: ___°C (ex.: -20°C)
Tempo de condicionamento: 12–24 h
Teste de queda: altura + orientação (canto primeiro)
Empilhamento de carga: simulação de caixa/palete
Aceitação: sem rachaduras; definir a tolerância ao clareamento, se necessário.
5) Lista de verificação para solicitação de cotação pronta para uso
Aplicação: bandeja para carnes/frutos do mar (refrigeradas/congeladas)
Temperatura da cadeia de frio: ___°C; tempo de armazenamento: ___ dias
Design da bandeja: profundidade ___ mm; raio do canto ___ mm; largura da flange ___ mm
Estrutura preferencial: PP/CPP / PET/CPP / PET/PE (ou “favor recomendar”)
Espessura da chapa: ___ mm; largura/diâmetro externo/núcleo do rolo: ___ / ___ / ___
Formação: vácuo/pressão; assistência de plugue sim/não; velocidade da linha ___
Falha: rachaduras nos cantos / esbranquiçamento / quebra por queda
Teste: condicionamento por ___ h a ___ °C; altura da gota ___
Fechamento/selagem: selagem a quente / VSP; (se fácil de abrir) alvo de abertura ___
Funções (opcional): barreira OTR/WVTR ___; antiembaçante sim/não; impressão sim/não
Conformidade: requisitos de contato com alimentos para o seu mercado ___
Perguntas frequentes
P1: Por que ele passa despercebido em temperatura ambiente, mas racha no congelador?
A baixa temperatura reduz a ductilidade; a conformação cria cantos finos e tensões residuais, tornando a bandeja conformada muito mais sensível.
Q2: Qual a solução de formação mais rápida?
Melhorar a distribuição da espessura nos cantos (auxílio no encaixe, uniformidade do aquecimento, raio) e reduzir a tensão residual.
P3: Devo testar apenas o impacto em superfícies planas?
Não — valide em bandejas moldadas após o condicionamento a frio para embalagens realistas da cadeia de frio.
Se as suas bandejas termoformadas para carne/frutos do mar racharem ou ficarem esbranquiçadas durante o transporte em congeladores, podemos recomendar uma solução de folha laminada adequada (PP/CPP, PET/CPP, PET/PE) com base na profundidade da bandeja, na distribuição de espessura desejada e no sistema de selagem — além de amostras e orientações de aplicação.