
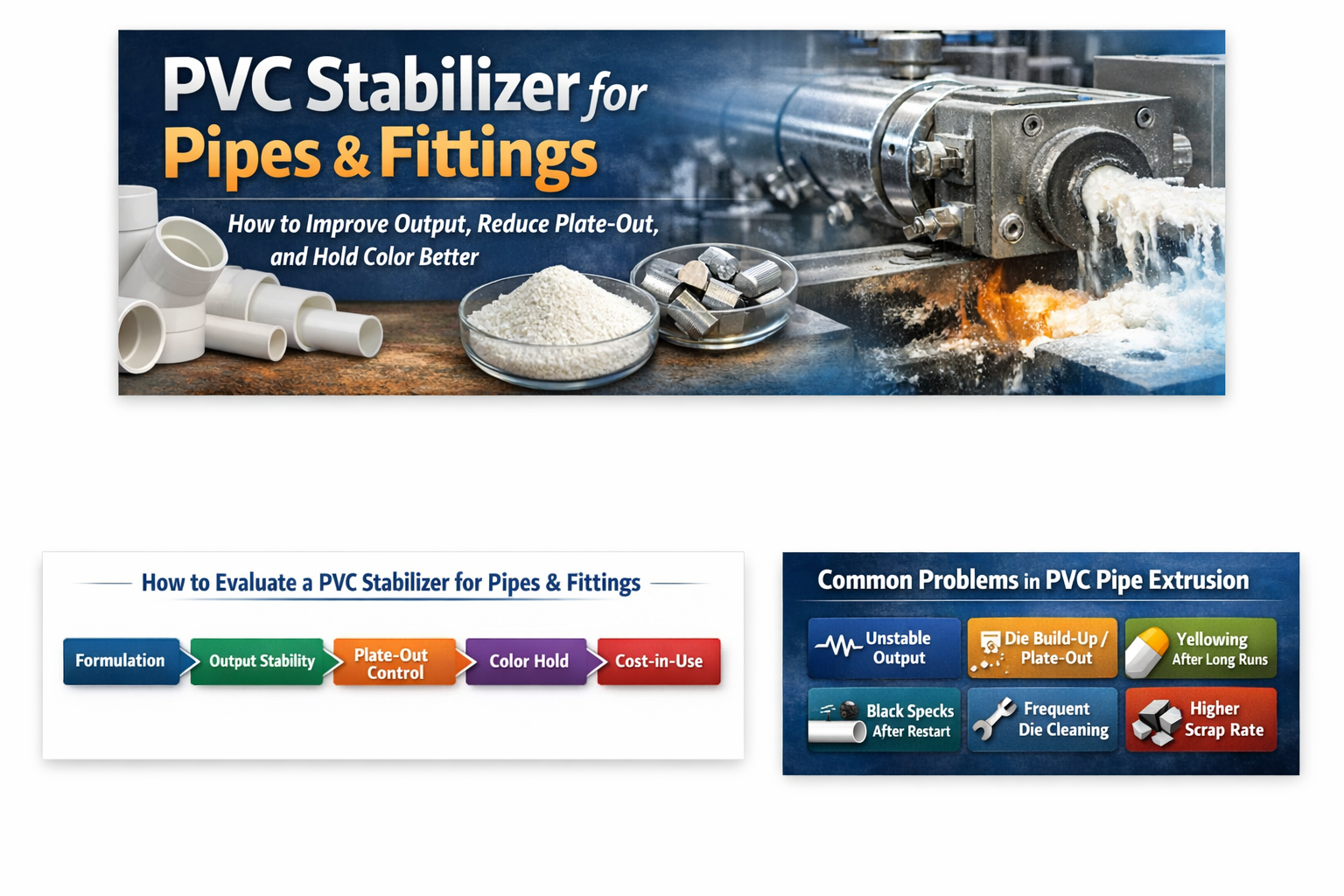
Como escolher o estabilizador de PVC para tubos e conexões: saída, saída de placa e retenção de cor
Para fabricantes de tubos e conexões uPVC, um estabilizador faz muito mais do que simplesmente “evitar a degradação do PVC sob o calor”.
Na produção real, se um estabilizador é adequado ou não afetará diretamente o desempenho de toda a linha, incluindo:
-
se a saída da extrusão permanece estável
-
se o acúmulo ou a placa se torna um problema
-
se a cor do produto muda ou fica amarela durante o processamento
-
se manchas pretas, material queimado ou defeitos superficiais aparecem após os ciclos start-stop
-
se a frequência de limpeza da matriz aumenta
-
se a taxa de sucata aumenta
-
se o custo total de produção permanece sob controle
É por isso que a escolha do estabilizador de PVC certo para tubos e conexões nunca deve ser baseada apenas no preço por quilograma ou em um único resultado de estabilidade térmica de laboratório.
Ele deve ser avaliado com base no desempenho geral da produção e no custo real de uso.
Para processadores de tubos e conexões, um sistema estabilizador verdadeiramente adequado deve ajudar a equilibrar vários objetivos práticos ao mesmo tempo:
-
saída estável
-
redução da placa
-
melhor cor inicial e retenção de cor
-
tolerância start-stop mais forte
-
boa compatibilidade com sistemas de enchimento, lubrificação e auxílio ao processamento
-
economia de produção geral mais competitiva
Em muitas aplicações de tubos e conexões de PVC, sistemas à base de cálcio, especialmente estabilizadores de Ca-Zn em pó, são amplamente utilizados devido ao seu valor prático na estabilidade do processamento, flexibilidade de formulação e custo de uso equilibrado.
No entanto, isso é apenas funciona quando o pacote do estabilizador corresponde adequadamente à formulação, equipamento e condições reais do processo.
Este artigo explica:
-
o que os processadores de tubos realmente devem observar ao escolher um estabilizador
-
o que geralmente causa saída de chapa, saída instável ou retenção de cor fraca
-
como avaliar um estabilizador de uma forma mais próxima da produção real
-
e por que um pó de Ca-Zn orientado para tubos, como o G-80, merece avaliação experimental prática em aplicações de tubos e conexões de PVC rígido
Principais conclusões
-
Para tubos e conexões uPVC, o estabilizador certo deve equilibrar saída, controle de saída da placa, retenção de cor e estabilidade da linha.
-
Na extrusão de tubos, o custo de uso é muitas vezes mais importante do que o preço unitário da matéria-prima, porque o tempo de inatividade, a limpeza da matriz, o refugo e a perda de produção aumentam rapidamente a diferença.
-
Um bom estabilizador de tubo deve funcionar em conjunto com o pacote de lubrificação, nível de enchimento, auxílio de processamento, design do parafuso e condição real da linha.
-
estabilizadores Ca-Zn são amplamente usados em muitas aplicações de tubos e conexões de PVC, mas seu desempenho depende muito da formulação adequada e da correspondência de processo.
-
Os testes de tubulação não devem ser julgados apenas por dados estáticos de laboratório. O comportamento real da produção é muito mais importante.
Por que tubos e conexões de PVC exigem um padrão mais elevado na seleção de estabilizadores
Tubos e conexões de PVC são aplicações de PVC rígido que exigem muito da estabilidade do processamento contínuo.
Em comparação com algumas aplicações gerais de chapas, filmes ou perfis, a produção de tubos e conexões geralmente se concentra muito mais em:
-
extrusão estável de longo prazo
-
estabilidade do fundido durante ciclos de produção estendidos
-
comportamento de matriz limpa
-
consistência de superfície
-
recuperação após a linha parar e reiniciar
-
tolerância à flutuação do processo
-
consistência dimensional
-
eficiência de produção a longo prazo
Isso significa que um estabilizador que é “basicamente funcional” em outra aplicação de PVC ainda pode ter um desempenho ruim em uma tubulação.
Na produção real, os problemas comuns incluem:
-
saída instável após inicialização
-
maior acúmulo de matrizes em execuções mais longas
-
amarelecimento gradual
-
alta frequência de limpeza de matrizes
-
flutuação no torque, pressão ou comportamento de plastificação
-
superfícies opacas ou defeitos anormais no tubo
É importante observar que esses problemas raramente são causados por apenas uma matéria-prima.
Eles geralmente são o resultado da interação entre:
-
o pacote estabilizador
-
equilíbrio de lubrificação interna/externa
-
sistema de preenchimento
-
ajuda de processamento
-
Características da resina de PVC
-
configurações de temperatura
-
projeto de parafuso e matriz
-
tempo de residência e flutuação do processo
Portanto, na extrusão de tubos, a seleção do estabilizador não se trata apenas de “trocar um aditivo”.
É fundamentalmente uma questão de combinar o sistema de formulação e o sistema de processamento.
O que os produtores de tubos e conexões geralmente mais se preocupam
Para a maioria das fábricas de tubos e acessórios de PVC rígido, a avaliação do estabilizador geralmente se resume a diversas áreas-chave.
1) Saída estável
Um estabilizador não afeta apenas a estabilidade térmica. Também influencia a plastificação e o comportamento de fusão dentro do equipamento.
Quando o pacote é melhor correspondido, os processadores geralmente veem:
-
estabilização mais rápida após a inicialização
-
resultado mais próximo do intervalo desejado
-
menos flutuações no processo
-
menos ajustes do operador
Para tubulações, a produção estável geralmente é mais valiosa do que uma produção de pico de curto prazo.
2) Placa baixa
Plate-out é um dos mais comuns destruidores de eficiência na extrusão de tubos de PVC.
Pode levar a:
-
acúmulo de dados
-
má qualidade da superfície
-
mais desligamentos para limpeza
-
menor eficiência de execução contínua
-
consistência de produto mais fraca
É por isso que um estabilizador de tubo não deve ser avaliado apenas pelos minutos de estabilidade térmica.
Também deve ser avaliado se ele ajuda a formulação completa a manter a menor tendência de saída da placa na produção real.
3) Melhor retenção de cor
Alguns processadores presumem que para tubos brancos opacos, tubos cinza ou outros produtos não transparentes, a retenção de cor não é muito importante.
Na realidade, a estabilidade da cor ainda é importante porque é um sinal visível de quão robusta é a formulação sob o histórico de calor de processamento.
Na produção de tubos, a instabilidade de cores geralmente sugere:
-
margem de estabilidade térmica insuficiente
-
tolerância fraca a tempo de residência mais longo
-
baixa tolerância start-stop
-
desequilíbrio em algum lugar do sistema de formulação
Portanto, a retenção de cores não é apenas um problema de aparência. É também um sinal de estabilidade do processo.
4) Tolerância Start-Stop mais forte
Na produção real, as tubulações inevitavelmente experimentam:
-
paradas temporárias
-
alterações de matrizes
-
alterações materiais
-
reiniciar após reaquecimento
-
flutuações entre turnos e estações
Se a formulação for fraca nestas condições, os primeiros sinais geralmente aparecem como:
-
amarelado
-
manchas pretas
-
material queimado
-
qualidade de superfície instável
-
tempo de recuperação mais longo após a reinicialização
Isso torna a tolerância start-stop um dos critérios mais importantes, embora muitas vezes esquecidos, na avaliação do estabilizador.
5) Custo prático de uso
Para processadores de tubos, um estabilizador não deve ser julgado apenas pelo preço de compra.
Um método de avaliação melhor é observar o resultado total da produção, incluindo:
-
nível de dosagem
-
rendimento real
-
taxa de sucata
-
frequência de limpeza da matriz
-
perda de tempo de inatividade
-
largura da janela de processamento
-
consistência ao longo de vários dias de produção
Desta perspectiva, um estabilizador com um preço unitário ligeiramente mais alto, mas com menor taxa de saída, melhor estabilidade de produção e menos interrupções pode, na verdade, ser a solução mais econômica.
Por que os estabilizadores Ca-Zn são amplamente usados em tubos e conexões de PVC
Em muitas aplicações de tubos e conexões de PVC, sistemas à base de cálcio, especialmente estabilizadores de Ca-Zn, são amplamente utilizados porque geralmente oferecem uma combinação equilibrada de:
-
estabilidade térmica
-
adaptabilidade de processos
-
alinhamento com a direção do mercado livre de metais pesados
-
flexibilidade de formulação
-
custo de uso controlável
No entanto, há um ponto muito importante:
Os estabilizadores de Ca-Zn não são produtos plug-and-play universais.
O desempenho real depende muito de:
-
design do pacote coestabilizador
-
proporção de lubrificação interna/externa
-
carregamento de preenchimento
-
TiO₂ e sistema de pigmentos
-
nível de auxílio ao processamento
-
condição da resina e do equipamento
-
correspondência entre cilindro, parafuso e matriz
Em outras palavras, se um sistema Ca-Zn funciona bem não pode ser avaliado separadamente da fórmula real.
Para aplicações em tubos e conexões, um estabilizador Ca-Zn verdadeiramente adequado deve ajudar os processadores a alcançar:
-
comportamento de extrusão mais suave
-
menor tendência de saída da placa
-
melhor retenção de cores
-
tempo de execução estável mais longo
-
correspondência mais fácil com formulações típicas de tubos
É por isso que os estabilizadores de tubos de PVC devem sempre ser avaliados dentro do formulação completa e sistema de equipamentos, e não como matérias-primas isoladas.
O que geralmente causa placa na extrusão de tubo de PVC
Plate-out é um dos problemas mais comuns em tubos e conexões de PVC e também um dos mais incompreendidos.
Muitos processadores assumem imediatamente que o próprio estabilizador é o problema.
Na prática, porém, o plate-out geralmente é causado por uma combinação de fatores como:
-
lubrificação externa excessiva ou equilíbrio de lubrificação deficiente
-
fraca compatibilidade entre aditivos
-
margem de estabilidade em alta temperatura insuficiente
-
interação entre cargas e pigmentos
-
tempo de permanência muito longo
-
configurações de temperatura muito altas
-
má correspondência entre o estabilizador e o auxiliar de processamento
-
variação do lote de matéria-prima afetando todo o sistema
Portanto, ao avaliar um estabilizador para produção de tubos, a questão não deve ser simplesmente:
“Este estabilizador vai sair da placa?”
Uma pergunta melhor é:
“Qual é o desempenho deste estabilizador em meu sistema de resina, enchimento, lubrificação e equipamento quando se trata de controle de placa?”
Essa é uma questão de produção muito mais realista.
Um estabilizador orientado para o tubo deve ajudar a reduzir a tendência de acúmulo da matriz, mas isso sempre deve ser verificado sob a formulação real, a condição real da linha e o tempo de execução real.
Como avaliar a saída, a saída da chapa e a retenção de cores em testes reais
Ao comparar diferentes estabilizadores de tubos de PVC, não confie apenas nas declarações dos fornecedores, nos dados estáticos de estabilidade térmica do laboratório ou em um teste muito curto.
Uma abordagem mais útil é avaliar o estabilizador de uma forma mais próxima da produção real.
A. Avaliar o resultado
Verifique se a linha consegue atingir a taxa de transferência desejada sem problemas e mantê-la ao longo do tempo.
Veja:
-
se a amperagem ou o torque permanecem estáveis
-
se o fluxo de fusão apresenta flutuação anormal
-
se a pressão da cabeça permanece razoável
-
se a saída permanece estável depois que a linha atinge a temperatura operacional
-
se os operadores precisam de correção frequente de parâmetros
B. Avalie a distribuição
O tempo de teste deve ser longo o suficiente. As tiragens curtas muitas vezes escondem a imagem real.
Veja:
-
se o dado permanece limpo
-
se há formas de acúmulo visíveis
-
se os intervalos de limpeza aumentam
-
se a consistência da superfície permanece estável
-
se a condição muda claramente em execuções mais longas
C. Avalie a retenção de cores
Mesmo quando a transparência não é o objetivo, ainda vale a pena monitorar a estabilidade da cor porque reflete a tolerância da formulação ao histórico térmico.
Veja:
-
se a cor inicial está limpa
-
se o amarelecimento aparece após um tempo de execução mais longo
-
se a reinicialização causa mudança de cor perceptível
-
se lotes diferentes permanecem consistentes
D. Avalie o desempenho do Start-Stop
Isso é especialmente importante em tubos e conexões.
Veja:
-
se a recuperação da reinicialização é tranquila
-
se o amarelecimento se torna óbvio após a reinicialização
-
se aparecem manchas pretas ou material queimado
-
se a qualidade da superfície permanece estável após ciclos de parada-início
E. Avalie o custo de uso
Ao mesmo tempo, monitore dados práticos como:
-
dosagem do estabilizador
-
rendimento real
-
taxa de sucata
-
tempo de inatividade para limpeza da matriz
-
frequência de intervenção do operador
-
estabilidade da linha durante vários dias de produção
Esses números geralmente fornecem muito mais valor de decisão do que apenas o preço de compra.
Quais informações devem ser confirmadas antes de escolher um estabilizador de tubo de PVC
Antes de solicitar amostras ou cotações, é útil organizar primeiro as informações a seguir.
Isso ajuda os fornecedores a recomendar uma qualidade mais adequada e torna os testes mais eficientes.
1) Tipo de produto
-
pressure pipe
-
drainage pipe
-
conduit
-
fittings
-
foam-core pipe
-
solid-wall pipe
2) Current Base Formulation
-
resin type / K value
-
filler loading
-
TiO₂ / pigment level
-
impact modifier
-
processing aid
-
internal/external lubrication package
3) Equipment & Process Conditions
-
screw design
-
temperature settings
-
die design
-
target throughput
-
typical residence time
-
seasonal temperature variation
4) Main Problem to Solve
-
plate-out
-
unstable output
-
yellowing
-
poor surface finish
-
cost reduction
-
wider processing window
5) Trial Evaluation Criteria
Before the trial, define:
-
target throughput
-
acceptable die cleanliness
-
color-hold requirement
-
scrap level
-
die-cleaning interval
-
continuous running time
When these points are clear, the sample recommendation and trial guidance become much more useful.
Where G-80 Fits in PVC Pipe & Fitting Applications
G-80 is intended for rigid PVC pipe and fitting applications where processors need a practical balance of processing stability, color hold, and plate-out control.
-
helps maintain more stable extrusion output
-
helps reduce die build-up tendency
-
improves color consistency
-
supports longer stable production runs
-
is easier to match with common pipe formulations
Final suitability should always be confirmed together with resin, filler, lubrication, processing aid, and equipment conditions. Sample validation on the actual pipe or fitting line is recommended.
Common Mistakes When Choosing a Pipe Stabilizer
Mistake 1: Comparing only price per kilogram
A lower purchase price does not automatically mean lower total cost.
If the grade causes more cleaning, more scrap, and a narrower process window, the total cost may be higher.
Mistake 2: Ignoring lubrication balance
Many plate-out problems are not simply “bad stabilizer” problems.
They are system-balance problems.
Mistake 3: Running trials that are too short
Short trials often fail to show long-run build-up, color-hold issues, and restart problems.
Mistake 4: Using sheet or profile logic to judge a pipe formulation
Pipe and fitting production places stronger demands on continuity, fluctuation tolerance, and long-run stability.
The evaluation logic should be different.
Mistake 5: Having no clear pass/fail criteria
Without defined standards for output, plate-out, color, or cleaning interval, trial results quickly become subjective.
What Buyers Should Ask Before Requesting Samples
If you are sourcing a PVC stabilizer for pipes & fittings, it is useful to clarify the following before asking for samples:
-
Is this grade mainly designed for pipes, fittings, or general rigid PVC?
-
What filler range is it normally matched with?
-
What lubrication balance is usually recommended?
-
How should plate-out be evaluated during the trial?
-
What output range is realistic for this type of line?
-
What documents are available (SDS, compliance files)?
-
What starting dosage range is recommended?
The clearer these questions are, the more efficient the sampling, comparison, and quotation process becomes.
FAQ
1) What is the best PVC stabilizer for pipes & fittings?
The best stabilizer is the one that matches your actual formulation and line condition while balancing output, plate-out, color hold, and cost-in-use.
2) Are Ca-Zn stabilizers suitable for uPVC pipes?
Yes. In many PVC pipe and fitting applications, calcium-based systems, including Ca-Zn stabilizers, are widely used. However, they still need to be well matched to the actual formulation and processing conditions.
3) Why does PVC pipe extrusion often suffer from plate-out?
Plate-out is usually not caused by one factor alone. It is often the combined result of stabilizer package, lubrication balance, fillers and pigments, residence time, temperature profile, and equipment conditions.
4) Why does color hold still matter for opaque pipes?
Because color stability is a visible sign of thermal robustness and processing consistency, especially during long runs and start-stop cycles.
5) What should be compared when evaluating two pipe stabilizers?
The main points should be output, die cleanliness, color hold, start-stop behavior, scrap rate, and cleaning interval, not only purchase price.
6) What information should be provided before asking for a quote?
It is best to provide the pipe/fitting type, base formulation, filler loading, equipment and process condition, main problem to solve, and trial evaluation criteria.
Conclusion
Choosing a PVC stabilizer for pipes & fittings is really about controlling the operating risk of the whole production line.
A suitable grade should do more than simply “stabilize PVC.”
It should help your line:
-
run more steadily
-
run longer
-
suffer less plate-out
-
stop less often
-
maintain better surface and color consistency
-
control total production cost more effectively
For most pipe and fitting manufacturers, the real questions are:
-
Can it hold output steadily?
-
Can it reduce plate-out?
-
Can it maintain better color stability under real processing conditions?
-
Can it lower total cost, not just raw material cost?
If your goal is to make PVC pipe or fitting production more stable, then a powder Ca-Zn stabilizer system such as G-80 is worth evaluating systematically on a real production line.
Looking for a stabilizer for PVC pipes and fittings?
If you are trying to solve output, plate-out, color hold, or start-stop stability problems on your uPVC pipe or fitting line, WANSYN can support sample testing and application matching.
Please share:
-
your pipe or fitting type
-
current base formulation
-
filler loading
-
equipment and processing condition
-
the main problem you want to improve
We can help review whether G-80 is a suitable starting point for your next trial.
G-80 powder Ca-Zn stabilizer for PVC pipes & fittings
Ca-Zn vs Methyl Tin selection guide
PVC stabilizer testing: Congo Red, torque, plate-out, and color





