热成型托盘密封故障排除:通道泄漏、密封褶皱、拉丝、撕裂和开口不畅(易撕型)
大多数托盘密封和易撕问题都源于规格不完整、密封参数不稳定(温度/压力/时间)、污染/褶皱以及托盘结构和盖板系统不匹配——而不仅仅是“材料不好”。
推荐顺序:验证泄漏 → 检查皱纹/通道路径 → 识别剥离失效模式(拉丝/撕裂/残留) → 使用小参数矩阵锁定密封窗口。
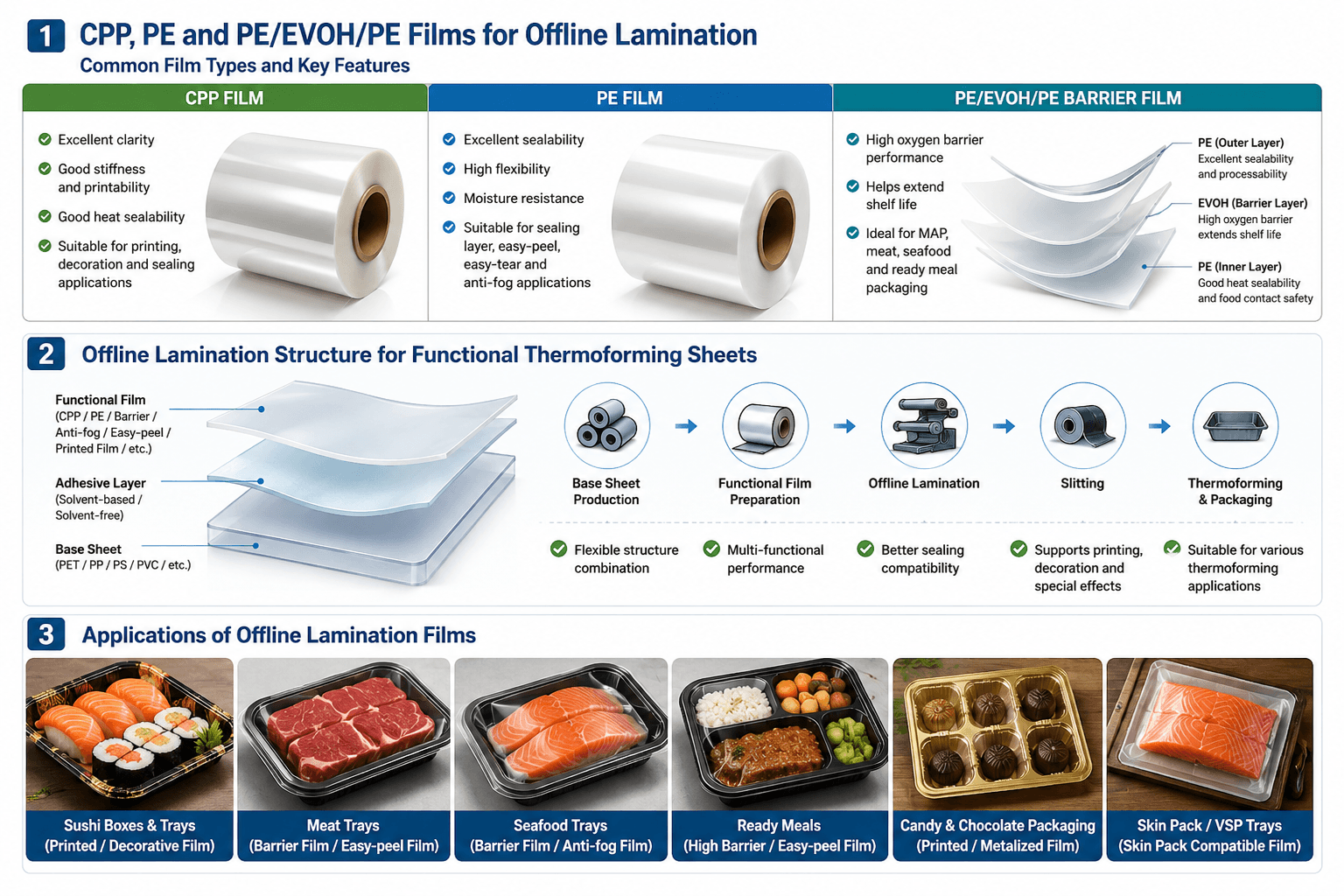
为了实现更广泛的加工稳健性和一致的开口(特别是对于冷藏肉类/海鲜/寿司),复合片材卷(PET/CPP、PP/CPP、PET/PE)通常能更好地满足阻隔/防雾/易剥离/印刷要求。
1)快速参考表(症状→可能原因→初步检查)
| 症状 | 常见可能原因 | 第一道检查(最快) |
|---|---|---|
| 通道泄漏/密封完整性丧失 | 褶皱造成泄漏通道、污染(油/湿气/灰尘)、压力不均/密封头不平整、温度过低或停留时间过短、托盘翘曲 | 快速泄漏测试(第 4 部分),检查密封环的连续性,清洁表面/夹具,检查头部平整度和压力分布 |
| 密封皱纹 | 不稳定的卷材张力/对齐、收缩不匹配、过热导致薄膜软化、压力过大、模具错位 | 检查卷材张力和对齐情况,稍微降低温度或停留时间,检查卷材平整度。 |
| 纤维状(纤维状果皮) | 易撕系统位于右侧窗口外,过热会导致粘性失效,剥离力目标值过高 | 使用较小的参数矩阵来降低温度/停留时间,然后重置剥离目标和清洁剥离模式 |
| 开封时撕裂 | 剥离力过大、粘合层过硬、托盘边缘锋利、密封宽度过窄 | 降低剥离目标,优化密封宽度/边缘,改用更稳定的易剥离系统/结构匹配 |
| 开口凌乱(残留物/参差不齐的边缘) | 污染、系统不兼容、参数波动 | 稳定密封窗口,提高清洁度/冷凝控制,明确“清洁剥离”要求 |
2) 五步故障排除流程(请按此顺序操作)
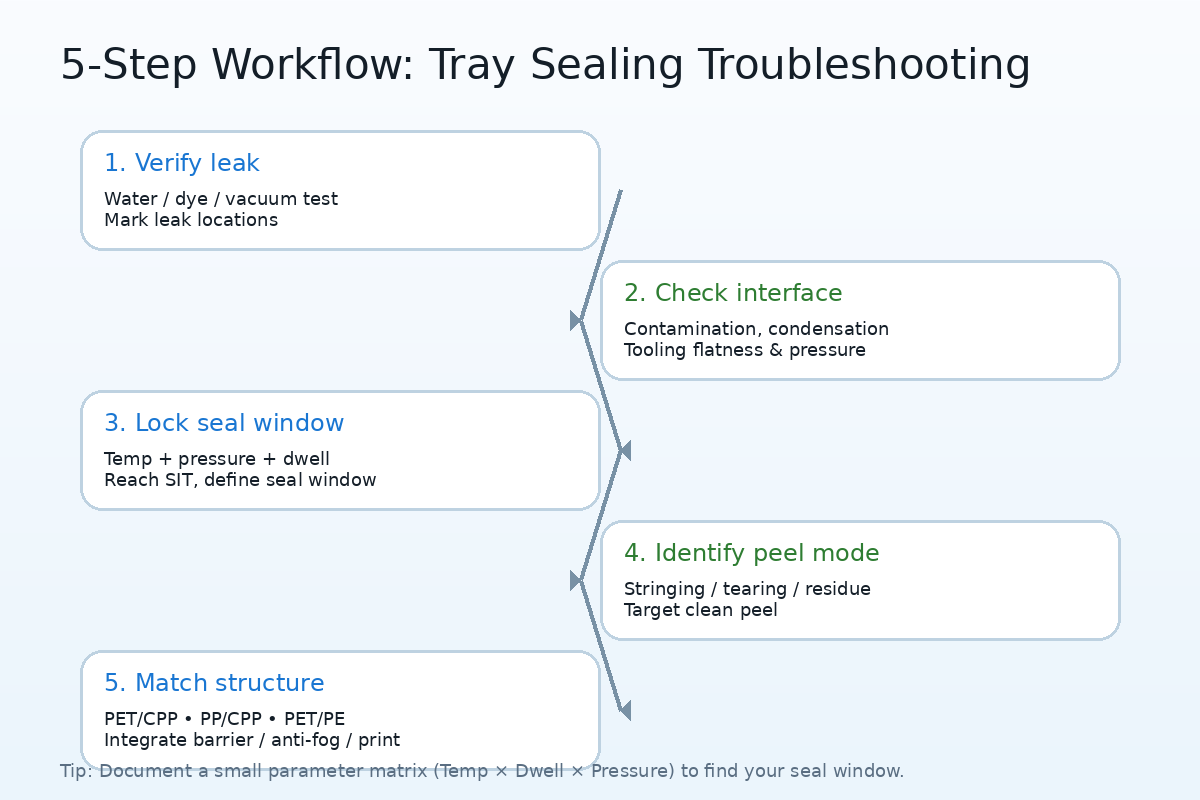
第一步:确认是否真的漏水(不要一开始就提高温度)
进行简单的泄漏检查(水挤压、染料渗透、如有条件可进行真空测试)。
标记泄漏位置:角落、起点/终点、褶皱区域。
如果存在通道泄漏,请先解决褶皱/污染/压力均匀性问题。
步骤 2:检查接口和模具状态(污染、平整度、卷材处理)
托盘法兰上的水分/油渍/灰尘
冷藏条件下的冷凝和防雾相互作用( 超市肉类/海鲜/寿司托盘:阻隔、防雾、易撕和印刷指南)
固定装置上的积碳,密封头的清洁度
必须检查:卷材张力稳定性、对齐/套准、封头平整度和压力分布
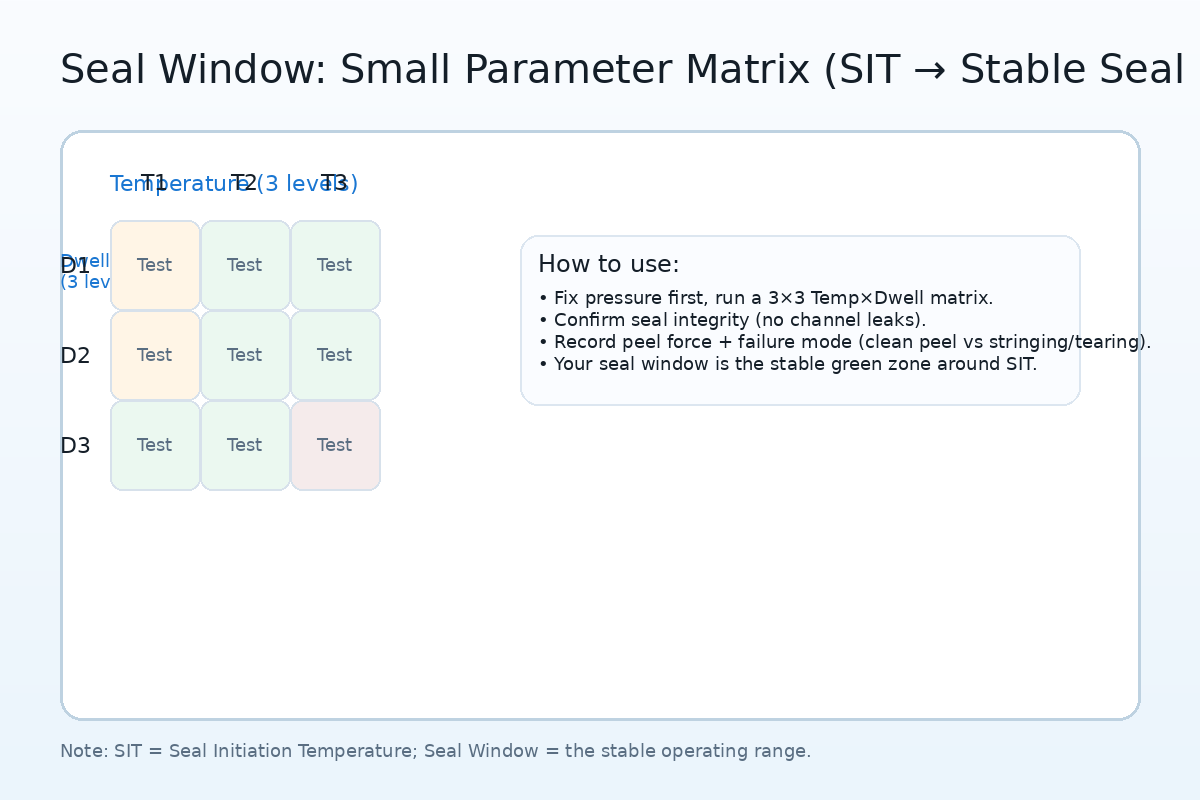
步骤 3:使用受控参数矩阵锁定密封窗口
避免只改变温度。请记录所有三项数据:
密封温度
密封压力
停留时间
专业目标:达到密封剂的 SIT(密封起始温度),并在实际的密封窗口内操作,从而实现密封完整性和所需的剥离模式/剥离力。
首先建立一个较小的矩阵(例如,3 个温度 × 3 个停留时间,压力固定)。找到无泄漏且剥离效果良好的边界条件,然后微调压力。
步骤 4:确定剥离失效模式(工艺调整与结构变化)
拉丝:通常是由于过热或超出正确的剥离窗口造成的。
撕裂:通常是剥离力过大或密封层过厚;托盘边缘几何形状也可能导致撕裂。
残留物/剥落不均匀:污染或不相容
注意:易撕系统具有不同的机制和灵敏度——更灵敏的系统需要更严格的窗口控制。
步骤 5:如果参数稳定但结果仍然变化——转至结构匹配
当您锁定参数但仍然看到变化,或者您需要额外的要求(屏障/防雾/打印)时,结构/系统匹配就成为关键:
为了获得更佳的耐用性和一致的剥离效果:请考虑 PET/CPP 或 PP/CPP 复合片材卷材
对于特定的密封设置或成本平衡:PET/PE 可以满足要求——前提是您明确定义了密封窗口、剥离力和清洁剥离模式。
边界条件:结构建议必须与您实际设备中的盖子/密封剂兼容性进行验证。
3)结构指导(PET/CPP vs PP/CPP vs PET/PE)
PET/CPP复合片材卷材
当您需要稳定的密封窗口、强大的打印性能和优质的显示质量时,这是最佳选择。
更容易构建可控的易剥离行为
非常适合反向印刷+覆膜(更耐磨)
适用于集成包装:阻隔/防雾/易撕/印刷
PP/CPP复合片材卷材
优先考虑以下事项时效果最佳 韧性和生产稳定性
适用于冷链处理和冲击
首先支持密封一致性,然后是功能性附加组件。
PET/PE复合片材卷材
当您需要特定的密封兼容性或性价比平衡时,这是最佳选择。
成功取决于明确的规范和受控的窗口/模式目标
4)推荐的验证方法
密封完整性:水压测试/染料渗透测试/真空泄漏测试(如有)
剥离:固定剥离宽度和速度;记录剥离力和失效模式(干净剥离/拉丝/撕裂)
密封窗口:温度×时间×压力的小矩阵;记录边界并锁定配方
5)买家常犯的3个错误
写上“易开”字样,但没有设定剥离力目标
仅测试平板,不测试成型托盘(边角减薄会影响结果)
只关注印刷颜色而忽略耐磨性(这对寿司印刷托盘至关重要)
6) 可直接使用的询价单核对清单
应用范围:冷藏肉类/海鲜/寿司托盘(详情:____)
优选结构:PET/CPP / PP/CPP / PET/PE(或“请推荐”)
厚度:__ 毫米;宽度/卷材外径/卷芯:__ / __ / __
成型深度:__ 毫米;真空/压力;线速度:__
密封方式:热封/VSP/其他;工装夹具:__
目标:
密封完整性:无泄漏/无通道泄漏
密封窗口:__°C(范围)
易撕:剥离力目标__(或消费者易于开启)
剥离方式:干净利落的剥离/不拉丝/不撕裂/不残留
防雾:是/否(冷藏展示:__ 天)
阻隔性能:OTR __;WVTR __;测试基准:平板/成型托盘
印刷:寿司图案/品牌标识;耐磨性要求:__
冷链温度:__°C
合规性:您所在市场的食品接触要求:__
常问问题
Q1:通道泄漏总是由低温引起的吗?
不。皱纹、污染、压力不均匀和头部扁平是常见的根本原因。
Q2:你通常如何解决穿线问题?
使用小参数矩阵将温度/停留时间调整到正确的剥离窗口,然后改进剥离力和剥离模式。
Q3:寿司托盘的常见图案是什么?
耐磨性和开口不均匀性。反向印刷+覆膜,再加上可控的密封窗口通常可以改善这些问题。
如果您遇到通道泄漏、密封褶皱、拉丝、撕裂或开口不畅等问题,我们可以根据您的设备和目标推荐合适的复合解决方案(PET/CPP、PP/CPP、PET/PE),并提供样品和工艺指导,以稳定您的密封窗口和产量。