
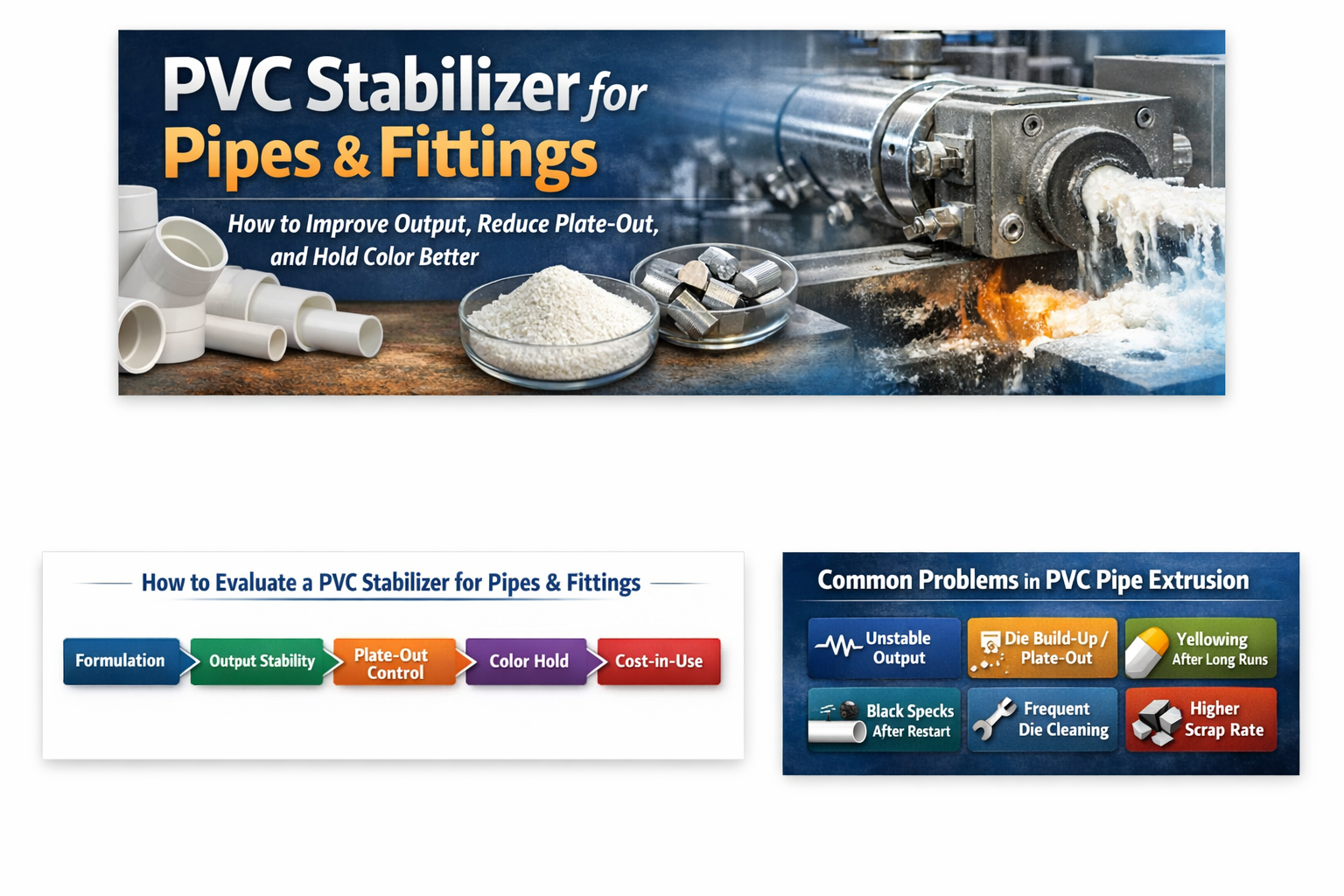
パイプおよび継手用の PVC スタビライザーの選択方法: 出力、プレートアウト、カラーホールド
uPVC パイプおよび継手のメーカーにとって、スタビライザーは単に「PVC の熱による劣化を防ぐ」以上の役割を果たします。
実際の生産では、スタビライザーが適切かどうかは、以下を含むライン全体のパフォーマンスに直接影響します。
-
押し出し出力が安定しているかどうか
-
ダイのビルドアップまたはプレートアウトが問題になるかどうか
-
加工中に製品の色が変化したり黄色くなったりするかどうか
-
開始/停止サイクル後に黒い斑点、焼けた材料、または表面欠陥が現れるかどうか
-
金型の洗浄頻度が増加するかどうか
-
スクラップ率が上昇するかどうか
-
総生産コストが管理下にあるかどうか
そのため、パイプや継手に適した PVC スタビライザーを選択する際は、キログラムあたりの価格や実験室での単一の熱安定性結果のみに基づいてはなりません。
全体的な生産パフォーマンスと実際の使用コストに基づいて評価する必要があります。
パイプおよび継手プロセッサの場合、真に適切なスタビライザ システムは、いくつかの実用的な目標を同時にバランスさせるのに役立ちます。
-
安定した出力
-
プレートアウトが少ない
-
初期カラーとカラーホールドの向上
-
より強力な開始-停止許容値
-
充填剤、潤滑、加工補助システムとの良好な互換性
-
より競争力のある全体的な生産経済
多くの PVC パイプおよび継手の用途では、カルシウムベースのシステム、特に粉末 Ca-Zn 安定剤が、加工安定性、配合の柔軟性、バランスの取れた使用コストの実用的価値があるため、広く使用されています。
ただし、これは次の場合にのみ機能します。安定剤パッケージは、実際の配合、装置、プロセス条件に適切に適合しています。
この記事では以下について説明します。
-
パイプ加工業者がスタビライザーを選択する際に実際に考慮すべき点
-
通常、プレートアウト、不安定な出力、または弱い色の保持の原因
-
実際の製品に近い方法でスタビライザーを評価する方法
-
また、G-80 などのパイプ向け粉末 Ca-Zn グレードが硬質 PVC パイプおよび継手用途での実用的な試験評価に値する理由
重要なポイント
-
uPVC パイプと継手の場合、適切なスタビライザーは出力、プレートアウト制御、カラーホールド、ライン安定性のバランスをとる必要があります。
-
パイプ押出成形では、ダウンタイム、金型の洗浄、スクラップ、生産量の損失により差が急速に拡大するため、 多くの場合、使用コストが原材料単価よりも重要です。
-
優れたパイプスタビライザーは潤滑パッケージ、フィラーレベル、加工助剤、ネジの設計、および実際のライン状態と連携して機能する必要があります。
-
Ca-Zn 安定剤は、多くの PVC パイプや継手の用途で広く使用されていますが、その性能は適切な配合とプロセスのマッチングに大きく依存します。
-
パイプ試験は、静的なラボデータだけで判断すべきではありません。実際の本番環境での動作ははるかに重要です。
PVC パイプと継手のスタビライザーの選択に高い基準が必要な理由
PVC パイプと継手は硬質 PVC 用途であり、連続処理の安定性が高度に要求されます。
一般的なシート、フィルム、またはプロファイルの用途と比較して、パイプおよび継手の製造では通常、以下の点に重点が置かれます。
-
安定したロングラン押出
-
延長された生産サイクルにおける溶融の安定性
-
クリーンダイの動作
-
表面の一貫性
-
回線の停止と再起動後の回復
-
プロセス変動に対する許容度
-
寸法の一貫性
-
長期的な生産効率
これは、別の PVC 用途では「基本的に機能する」スタビライザーでも、パイプラインでは依然としてパフォーマンスが低下する可能性があることを意味します。
実際の運用環境では、次のような一般的な問題があります。
-
起動後の出力が不安定になる
-
長時間の実行でダイの蓄積が増加する
-
徐々に黄ばむ
-
金型洗浄の頻度が高い
-
トルク、圧力、または可塑化挙動の変動
-
パイプの鈍い表面または異常な欠陥
これらの問題が 1 つの原材料だけによって引き起こされることはほとんどないことに注意することが重要です。
通常、これらの問題は以下の相互作用の結果です。
-
スタビライザー パッケージ
-
内部/外部潤滑バランス
-
フィラー システム
-
処理補助
-
PVC 樹脂の特性
-
温度設定
-
ネジとダイの設計
-
滞留時間とプロセスの変動
つまり、パイプ押出成形における安定剤の選択は、単に「1 つの添加剤を変更する」ということではありません。
基本的には配合システムと加工システムを一致させることが重要です。
パイプおよび継手のメーカーが通常最も重視していること
ほとんどの硬質 PVC パイプおよび継手のプラントでは、スタビライザーの評価は通常、いくつかの主要な領域に分かれます。
1) 安定した出力
安定剤は熱安定性に影響を与えるだけではありません。また、装置内の可塑化と溶融の挙動にも影響します。
パッケージの適合性が高まると、プロセッサは次のことを確認することがよくあります。
-
起動後の安定化が高速化
-
出力が目標範囲に近づく
-
プロセスの変動が少ない
-
オペレータの調整が少なくなる
パイプラインの場合、通常、短期的なピーク出力よりも安定した出力の方が価値があります。
2) プレートアウトが少ない
プレートアウトは、PVC パイプ押出成形における最も一般的な効率低下の 1 つです。
次のような問題を引き起こす可能性があります。
-
ダイのビルドアップ
-
表面品質の低下
-
クリーニングのためのシャットダウンの増加
-
連続実行効率の低下
-
製品の一貫性が低い
そのため、パイプスタビライザーは熱安定性の分だけで判断すべきではありません。
実際の生産において、完全な配合が低いプレートアウト傾向を維持するのに役立つかどうかによっても判断する必要があります。
3) 色の保持力の向上
一部の加工業者は、不透明な白いパイプ、灰色のパイプ、またはその他の不透明な製品の場合、色の保持はそれほど重要ではないと想定しています。
実際には、色の安定性は依然として重要です。これは、処理熱履歴下で配合がどれほど堅牢であるかを示す目に見えるシグナルであるためです。
パイプの製造では、色が不安定になると次のことが示唆されることがよくあります。
-
熱安定性マージンが不十分
-
長い滞留時間に対する耐性が弱い
-
起動停止耐性が低い
-
配合システムのどこかの不均衡
つまり、色の保持は単なる外観の問題ではありません。これはプロセスの安定性を示すシグナルでもあります。
4) より強力な始動-停止耐性
実際の運用では、パイプラインでは必然的に次のことが発生します。
-
一時停止
-
ダイの変更
-
重大な変更
-
再加熱後に再起動
-
シフトと季節の間の変動
これらの条件下で配合が弱い場合、通常、最初の兆候は次のように表示されます。
-
黄ばみ
-
黒い斑点
-
焼けた素材
-
不安定な表面品質
-
再起動後の回復時間が長くなる
このため、スタビライザーの評価において、始動停止公差は最も重要であるにもかかわらず見落とされがちな基準の 1 つとなります。
5) 実際の使用コスト
パイプ加工業者の場合、スタビライザーを購入価格だけで判断すべきではありません。
より良い評価方法は、次のような総合的な生産結果を見ることです。
-
投与量レベル
-
実際のスループット
-
スクラップ率
-
ダイクリーニングの頻度
-
ダウンタイム損失
-
処理ウィンドウの幅
-
複数の生産日にわたる一貫性
この観点から見ると、単価は若干高いものの、プレートアウトが低く、出力の安定性が高く、中断が少ないスタビライザーのほうが、実際にはより経済的なソリューションである可能性があります。
Ca-Zn 安定剤が PVC パイプや継手で広く使用されている理由
多くの PVC パイプおよび継手の用途では、カルシウムベースのシステム、特に Ca-Zn 安定剤が広く使用されています。これは、次のバランスの取れた組み合わせが提供されることが多いためです。
-
熱安定性
-
プロセスの適応性
-
重金属フリー市場の方向性との整合
-
配合の柔軟性
-
制御可能な使用コスト
ただし、非常に重要な点が 1 つあります。
Ca-Zn 安定剤は、汎用のプラグアンドプレイ商品ではありません。
実際のパフォーマンスは以下に大きく依存します。
-
補助安定剤のパッケージ設計
-
内部/外部潤滑比
-
フィラーの読み込み
-
TiO₂ と顔料システム
-
処理補助レベル
-
樹脂と装置の状態
-
バレル、スクリュー、ダイのマッチング
言い換えれば、Ca-Zn システムがうまく機能するかどうかは、実際の式から切り離して判断することはできません。
パイプおよび継手用途の場合、真に適切な Ca-Zn 安定剤は、加工業者が次のことを達成するのに役立ちます。
-
スムーズな押し出し動作
-
プレートアウト傾向の低下
-
色の保持力が向上
-
より長い安定した実行時間
-
一般的なパイプ配合とのマッチングが容易
これが、PVC パイプ安定剤を個別の原材料としてではなく、常に配合および装置システム全体内で評価する必要がある理由です。
PVC パイプ押出成形におけるプレートアウトの通常の原因
プレートアウトは、PVC パイプと継手で最も一般的な問題の 1 つであり、最も誤解されている問題の 1 つでもあります。
多くのプロセッサは、スタビライザー自体に問題があるとすぐに考えます。
しかし、実際には、プレートアウトは通常、次のような要因の組み合わせによって発生します。
-
過剰な外部潤滑または潤滑バランス不良
-
添加剤間の相溶性が弱い
-
高温安定性マージンが不十分です
-
フィラーと顔料の相互作用
-
滞留時間が長すぎます
-
温度設定が高すぎる
-
スタビライザーと加工助剤のマッチングが不十分
-
システム全体に影響を与える原材料のバッチ変動
したがって、パイプ製造用のスタビライザーを評価する場合、質問は単に次のようなものであってはなりません:
「このスタビライザーは劣化しますか?」
より良い質問は次のとおりです。
「プレートアウト制御に関して、この安定剤は樹脂、充填剤、潤滑剤、および装置システムでどのように機能しますか?」
これは、より現実的な制作上の質問です。
パイプ指向のスタビライザーは金型の蓄積傾向を軽減するのに役立ちますが、これは常に実際の配合、実際のライン状態、実際の稼働時間に基づいて検証する必要があります。
実際のトライアルで出力、プレートアウト、カラーホールドを評価する方法
さまざまな PVC パイプ安定剤を比較する場合、サプライヤーの主張、実験室の静的な熱安定性データ、または非常に短いテスト実行のみに依存しないでください。
より有用なアプローチは、実際の生産に近い方法でスタビライザーを評価することです。
A.出力の評価
ラインが目標スループットにスムーズに到達し、それを長期にわたって維持できるかどうかを確認します。
以下をご覧ください:
-
アンペア数またはトルクが安定しているかどうか
-
メルト フローに異常な変動が見られるかどうか
-
ヘッド圧力が適切に保たれているかどうか
-
ラインが動作温度に達した後も出力が安定しているかどうか
-
オペレータがパラメータを頻繁に修正する必要があるかどうか
B.プレートアウトを評価する
試用時間は十分な長さである必要があります。短いランでは、多くの場合、本当の姿が見えなくなります。
以下をご覧ください:
-
ダイがきれいなままかどうか
-
蓄積フォームが表示されるかどうか
-
清掃間隔が長くなるかどうか
-
表面の一貫性が安定しているかどうか
-
長期間のランニングでコンディションが明らかに変化するかどうか
C.カラーホールドの評価
透明性が目標ではない場合でも、色安定性は熱履歴に対する処方の耐性を反映するため、監視する価値があります。
以下をご覧ください:
-
初期の色がきれいかどうか
-
長時間使用した後に黄ばみが発生するかどうか
-
再起動により顕著な色の変化が発生するかどうか
-
異なるバッチの一貫性が保たれるかどうか
D.起動停止パフォーマンスを評価する
これはパイプと継手において特に重要です。
以下をご覧ください:
-
再起動からの回復がスムーズかどうか
-
再起動後に黄ばみが目立つかどうか
-
黒い斑点や焦げが現れるかどうか
-
停止/始動サイクル後に表面品質が安定しているかどうか
E.使用コストの評価
同時に、次のような実用的なデータを追跡します。
-
安定剤の投与量
-
実際のスループット
-
スクラップ率
-
ダイクリーニングのダウンタイム
-
オペレーターの介入頻度
-
複数の生産日にわたるラインの安定性
これらの数値は通常、購入価格だけよりもはるかに大きな決定価値をもたらします。
PVC パイプ スタビライザーを選択する前に確認すべき情報
サンプルや見積もりをリクエストする前に、まず次の情報を整理すると役立ちます。
これにより、サプライヤーはより適切なグレードを推奨し、試験をより効率的に行うことができます。
1) 製品タイプ
-
圧力パイプ
-
排水管
-
コンジット
-
継手
-
フォームコア パイプ
-
ソリッドウォールパイプ
2) 現在の基本処方
-
樹脂の種類 / K 値
-
フィラーの読み込み
-
TiO₂ / 色素レベル
-
インパクト修飾子
-
処理補助
-
内部/外部潤滑パッケージ
3) 装置とプロセス条件
-
ネジの設計
-
温度設定
-
金型設計
-
目標スループット
-
通常の滞在時間
-
季節による気温の変動
4) 解決すべき主な問題
-
プレートアウト
-
不安定な出力
-
黄ばみ
-
表面仕上げが悪い
-
コスト削減
-
より広い処理ウィンドウ
5) トライアルの評価基準
トライアルの前に、以下を定義します。
-
目標スループット
-
許容可能な金型の清浄度
-
カラーホールドの要件
-
スクラップ レベル
-
ダイクリーニング間隔
-
連続実行時間
これらの点が明確であれば、サンプルの推奨事項とトライアルのガイダンスがさらに便利になります。
PVC パイプおよび継手の用途における G-80 の適合場所
G-80 は、加工業者が加工安定性、色保持、プレートアウト制御の実用的なバランスを必要とする硬質 PVC パイプおよび継手の用途を対象としています。
-
より安定した押し出し出力の維持に役立ちます
-
ダイの蓄積傾向を軽減します
-
色の一貫性が向上します
-
長期間の安定した運用実行をサポート
-
一般的なパイプ配合とのマッチングが容易です
最終的な適合性は、樹脂、充填剤、潤滑剤、加工助剤、装置の状態と合わせて常に確認する必要があります。実際のパイプまたは継手ラインでサンプルを検証することをお勧めします。
パイプスタビライザーを選択する際のよくある間違い
間違い 1: キログラムあたりの価格だけを比較する
購入価格が低いからといって、自動的に総コストが下がるわけではありません。
グレードによって洗浄が増え、スクラップが増え、プロセスウィンドウが狭くなる場合、総コストは高くなる可能性があります。
間違い 2: 潤滑バランスを無視する
プレートアウトの問題の多くは、単なる「スタビライザー不良」の問題ではありません。
それらはシステム バランスの問題です。
間違い 3: トライアルの実行が短すぎる
短いトライアルでは、長時間のビルドアップ、カラーホールドの問題、再起動の問題が表示されないことがよくあります。
間違い 4: シートまたはプロファイル ロジックを使用してパイプ配合を判断する
パイプと継手の製造では、連続性、変動耐性、長期安定性がより強く求められます。
評価ロジックは異なる必要があります。
間違い 5: 明確な合否基準がない
出力、版出し、色、洗浄間隔などの基準が定義されていないと、試験結果はすぐに主観的なものになってしまいます。
サンプルをリクエストする前に購入者が尋ねるべきこと
パイプと継手用の PVC スタビライザーを調達する場合、サンプルを依頼する前に次の点を明確にすることが役立ちます。
-
このグレードは主にパイプ、継手、または一般的な硬質 PVC 向けに設計されていますか?
-
通常、どのフィラー範囲と一致しますか?
-
通常どのような潤滑バランスが推奨されますか?
-
治験中にプレートアウトをどのように評価すべきですか?
-
このタイプの回線ではどの出力範囲が現実的ですか?
-
どのような文書が入手可能ですか (SDS、コンプライアンス ファイル)?
-
推奨される開始用量範囲はどれですか?
これらの質問が明確になるほど、サンプリング、比較、見積もりのプロセスがより効率的になります。
よくある質問
1) パイプと継手に最適な PVC スタビライザーは何ですか?
最適な安定剤とは、出力、版出し、色保持、使用コストのバランスをとりながら、実際の配合とラインの状態に一致する安定剤です。
2) Ca-Zn 安定剤は uPVC パイプに適していますか?
はい。多くの PVC パイプおよび継手の用途では、Ca-Zn 安定剤を含むカルシウムベースのシステムが広く使用されています。ただし、実際の配合および加工条件に十分に適合させる必要があります。
3) PVC パイプの押出成形でプレートアウトが発生することが多いのはなぜですか?
プレートアウトは通常、1 つの要因だけによって引き起こされるわけではありません。多くの場合、これは安定剤パッケージ、潤滑バランス、充填剤と顔料、滞留時間、温度プロファイル、装置条件の組み合わせの結果です。
4) 不透明なパイプの場合、なぜ色の保持が重要なのでしょうか?
色の安定性は、特に長時間の実行や開始/停止サイクル中の熱耐性と処理の一貫性の目に見える兆候であるためです。
5) 2 つのパイプスタビライザーを評価する場合、何を比較する必要がありますか?
主要なポイントは、購入価格だけでなく、出力、金型の清浄度、色保持、開始/停止動作、スクラップ率、洗浄間隔である必要があります。
6) 見積もりを依頼する前にどのような情報を提供する必要がありますか?
パイプ/継手のタイプ、ベース配合、充填剤の充填量、装置とプロセスの条件、解決すべき主な問題、および試験の評価基準を提供するのが最善です。
結論
パイプと継手用の PVC スタビライザーを選択することは、生産ライン全体の運用リスクを制御することとなります。
適切なグレードは単に「PVC を安定させる」だけではありません。
ラインに役立つはずです。
-
より安定した実行
-
より長く走る
-
プレートアウトが減少する
-
停止頻度を減らす
-
表面と色の一貫性をより良く維持する
-
総生産コストをより効果的に管理
ほとんどのパイプおよび継手のメーカーにとって、本当の疑問は次のとおりです。
-
出力を安定して保持できますか?
-
プレートアウトを減らすことができますか?
-
実際の処理条件下でより優れた色の安定性を維持できますか?
-
原材料コストだけでなく、総コストも削減できますか?
PVC パイプや継手の生産をより安定させることが目標の場合、G-80 などの粉末 Ca-Zn 安定剤システムを実際の生産ラインで体系的に評価する価値があります。
PVC パイプと継手用のスタビライザーをお探しですか?
uPVC パイプまたは継手ラインの出力、プレートアウト、カラーホールド、またはスタートストップ安定性の問題を解決しようとしている場合、WANSYN はサンプル テストとアプリケーション マッチングをサポートできます。
共有してください:
-
パイプまたは継手のタイプ
-
現在の基本配合
-
フィラーの読み込み
-
設備と処理条件
-
改善したい主な問題
G-80 が次のトライアルの出発点として適切かどうかのレビューをお手伝いいたします。





