Cách phòng ngừa hiện tượng nứt vỡ khi bảo quản thịt và hải sản trong khay định hình nhiệt trong tủ đông (chuỗi lạnh -20°C)
Bao bì chuỗi lạnh có thể trông ổn ở nhiệt độ phòng—cho đến khi trải qua quá trình vận chuyển thực tế: đông lạnh ở -20°C, xếp chồng, rung lắc và rơi vỡ. Khi đó bạn sẽ thấy những hư hỏng điển hình:
Hiện tượng nứt vỡ trong tủ đông (thường xảy ra ở các góc/vùng sâu bên trong)
Làm trắng góc (làm trắng do ứng suất / biến dạng vi mô)
Hiện tượng vỡ giọt sau khi đông lạnh hoặc xử lý lạnh.
Nếu bạn đang tìm kiếm thông tin về hiện tượng nứt vỡ khi tạo hình nhiệt trong tủ đông hoặc độ bền của khay ở nhiệt độ thấp, thì điều quan trọng là: các lỗi thường do sự kết hợp của phân bố độ dày + ứng suất dư + nhiệt độ thấp gây ra. Độ giòn + tải trọng khi vận chuyển - không phải là một yếu tố duy nhất.
Nguyên nhân chính là hiện tượng mỏng góc do tỷ lệ kéo cao và độ dày tạo hình không đồng đều.
Nhiệt độ thấp làm giảm độ dẻo, và Ứng suất dư khiến các vết nứt nhỏ/vết rạn li ti phát triển thành các vết nứt có thể nhìn thấy được.
Con đường cải tiến nhanh nhất là: (1) cải thiện phân bố độ dày, (2) giảm ứng suất dư, (3) xác thực trên các khay được tạo hình trong điều kiện chuỗi lạnh thực tế.
1) Nguyên nhân gốc rễ gây nứt ở -20°C
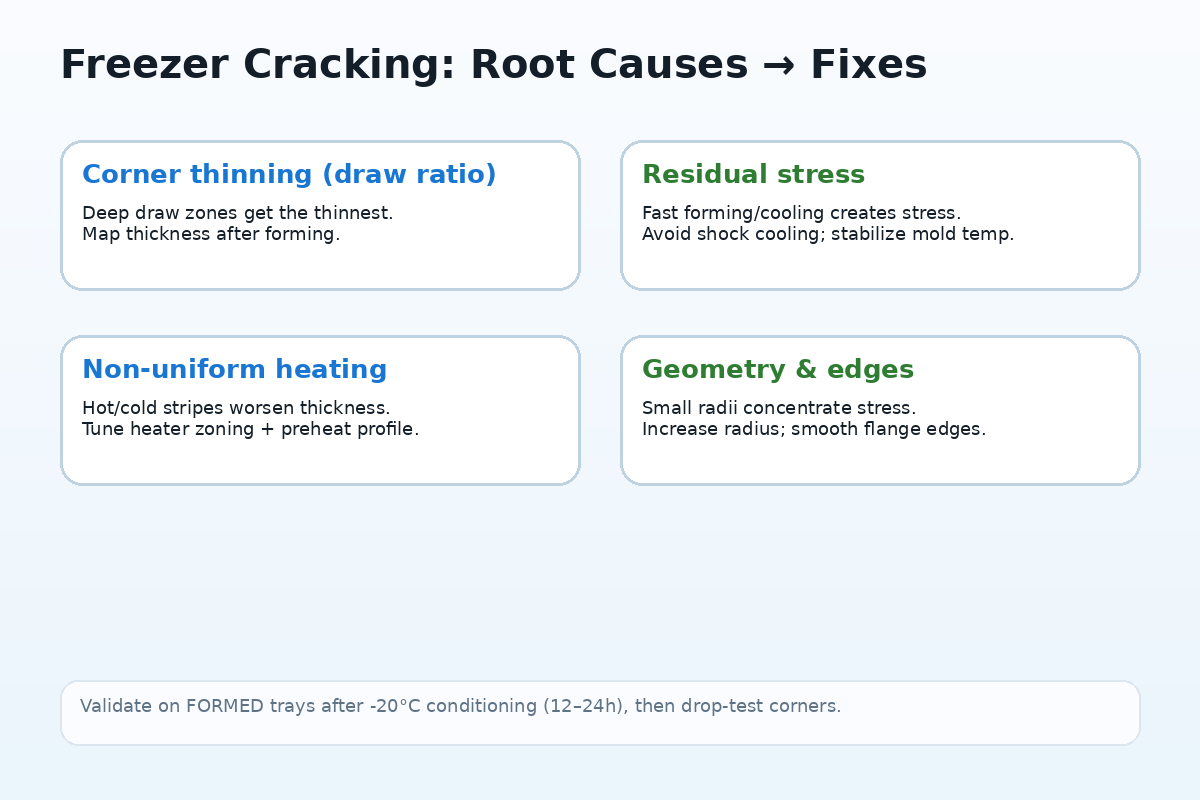
Nguyên nhân A — Hiện tượng mỏng góc do tỷ lệ kéo (thường gặp nhất)
Quá trình tạo hình nhiệt làm kéo giãn tấm kim loại; các góc và các chỗ lõm sâu trở thành những vùng mỏng nhất và yếu nhất. Tỷ lệ kéo giãn được sử dụng rộng rãi để ước tính độ dày tối thiểu và nguy cơ bị mỏng đi.
Dấu hiệu thường gặp
Các vết nứt bắt đầu từ các góc/bán kính.
Tỷ lệ hỏng hóc tăng lên khi khay sâu hơn.
Bài kiểm tra tấm phẳng đạt, bài kiểm tra khay định hình không đạt.
Nguyên nhân B — Độ giòn ở nhiệt độ thấp + ứng suất dư
Ở nhiệt độ thấp và tốc độ biến dạng cao hơn, polyme trở nên giòn hơn (thời gian để đạt đến điểm chảy dẻo ngắn hơn). Ứng suất dư có thể dẫn đến hiện tượng nứt vỡ và cuối cùng là hỏng hóc.
Dấu hiệu thường gặp
Làm trắng răng trước khi nứt nẻ
Các vết nứt xuất hiện sau quá trình bảo quản/vận chuyển lạnh, chứ không phải ngay lập tức.
Nguyên nhân C — Sự gia nhiệt và làm mát không đồng đều
Việc gia nhiệt không đồng đều làm tăng sự biến đổi về độ dày và ứng suất; sự không nhất quán trong quá trình làm nguội cũng làm tăng ứng suất bên trong và nguy cơ biến dạng.
Nguyên nhân D — Tập trung ứng suất hình học
Bán kính góc nhỏ và cạnh mặt bích sắc nhọn tập trung ứng suất—đặc biệt nguy hiểm ở nhiệt độ tủ đông.
2) Tạo hình đầu mũi để cải thiện độ dẻo dai ở nhiệt độ thấp (trước khi thay vật liệu)
Mẹo 1 — Cải thiện sự phân bố độ dày ở các góc
Tăng bán kính góc nếu có thể
Sử dụng/tối ưu hóa phương pháp hỗ trợ cắm phích cắm để kéo căng trước và phân phối vật liệu đồng đều hơn, giảm hiện tượng mỏng vật liệu ở các khu vực sâu.
Xem xét tỷ lệ kéo so với độ dày tấm ban đầu
Mẹo 2 — Cải thiện độ đồng đều của nhiệt độ
Điều chỉnh phân vùng sưởi (tránh hiện tượng nhiệt độ không đồng đều, nóng/lạnh không đều)
Duy trì chế độ gia nhiệt trước được kiểm soát để tạo hình ổn định.
Mẹo 3 — Giảm căng thẳng dư thừa
Tránh hiện tượng "làm lạnh đột ngột"; giữ nhiệt độ khuôn ổn định.
Cân bằng tốc độ tạo hình và tốc độ làm nguội.
Đảm bảo thao tác xử lý web ổn định và kẹp chính xác lặp lại.
Mẹo 4 — Kiểm tra độ chính xác trên khay đã định hình trong điều kiện lạnh
Đối với bao bì chuỗi lạnh, cần kiểm tra sau khi tạo hình và sau khi xử lý:
Bản đồ độ dày (góc/tường/đáy)
Ủ lạnh ở nhiệt độ mục tiêu (ví dụ: -20°C trong 12–24 giờ)
Thử nghiệm thả rơi (thử rơi góc trước là rất quan trọng)
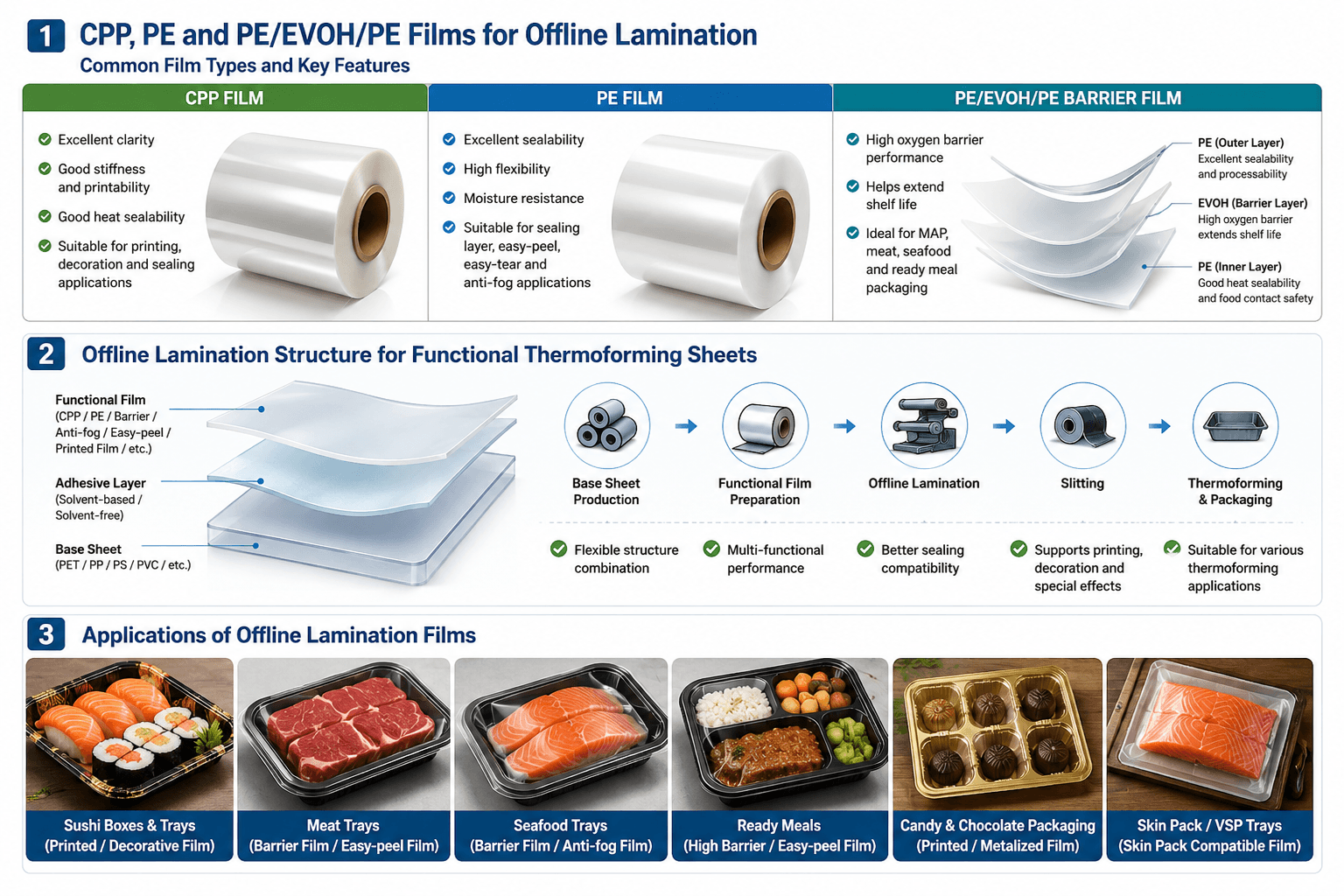
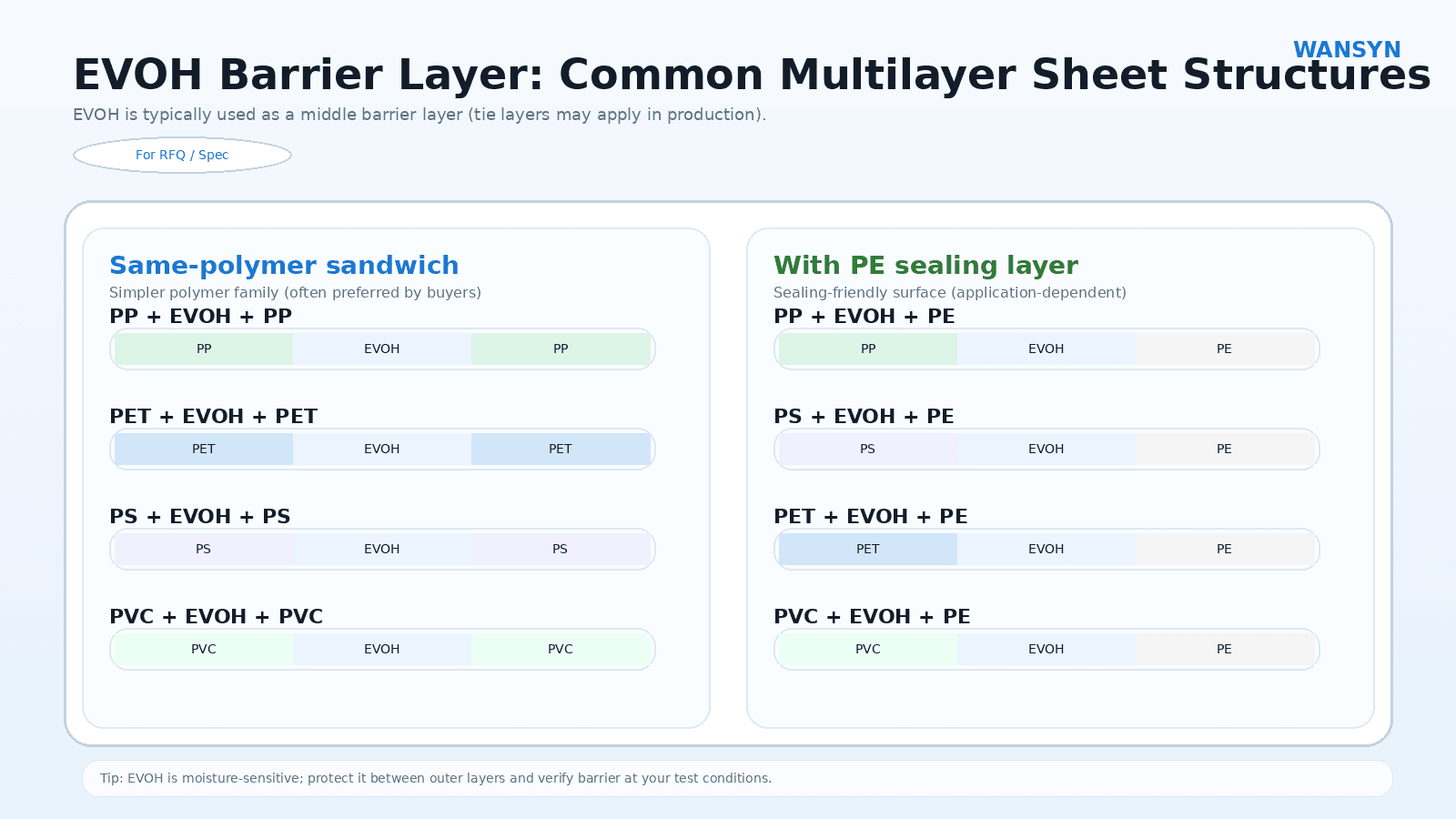
3) Các phương pháp tiếp cận vật liệu và cấu trúc nhiều lớp
Lưu ý: “hiệu quả tốt hơn ở nhiệt độ thấp” phụ thuộc vào loại vật liệu, công thức và hình dạng khay. Hãy sử dụng phương pháp chọn lọc cấu trúc để mở rộng phạm vi thành công, sau đó kiểm chứng trên dây chuyền sản xuất thực tế của bạn.
Phương án 1 — Hệ thống tập trung vào độ bền (cuộn tấm cán màng PP/CPP)
PP thường được mô tả là linh hoạt và có khả năng hấp thụ va đập tốt hơn PET trong nhiều ứng dụng bao bì, điều này có thể hữu ích trong các tình huống xử lý/vận chuyển — nhưng hiệu suất cuối cùng phải được chứng minh trong các thử nghiệm khay định hình + thử nghiệm ở nhiệt độ thấp.
Khi nó hữu ích
Các dự án ưu tiên tính ổn định của hệ thống xử lý chuỗi cung ứng lạnh.
Cần tích hợp chức năng in ấn/các chức năng khác thành một hệ thống.
Phương án 2 — Hệ thống màng ghép nhiều lớp gốc PET (PET/CPP hoặc PET/PE)
PET được sử dụng rộng rãi cho bao bì trưng bày trong suốt; các giải pháp cán màng PET có thể được thiết kế cho các nhu cầu chức năng (in ấn, chắn, chống sương mù), nhưng đòi hỏi sự kiểm soát chặt chẽ về phân bố độ dày và các mục tiêu chịu va đập ở nhiệt độ thấp.
Khi nó hữu ích
Khay trưng bày rõ ràng và có thương hiệu.
Tích hợp hệ thống với các yêu cầu về lớp chắn/chống sương mù/in ấn.
Quan trọng: Luôn kiểm tra tính tương thích với hệ thống nắp/niêm phong của bạn — độ kín và khả năng bóc tách có thể thay đổi trong điều kiện lạnh.
4) Kế hoạch thử nghiệm được đề xuất cho “bao bì chuỗi lạnh”
Hãy xác định rõ kế hoạch kiểm thử của bạn:
Nhiệt độ mục tiêu: ___°C (ví dụ: -20°C)
Thời gian chuẩn bị: 12–24 giờ
Thử nghiệm thả rơi: độ cao + hướng rơi (góc rơi trước)
Mô phỏng xếp chồng tải trọng: thùng carton/pallet
Chấp nhận: không có vết nứt; xác định mức độ dung sai làm trắng nếu cần.
5) Danh sách kiểm tra yêu cầu báo giá sẵn sàng để sao chép
Ứng dụng: Khay đựng thịt/hải sản (ướp lạnh/đông lạnh)
Nhiệt độ chuỗi lạnh: ___°C; thời gian bảo quản: ___ ngày
Thiết kế khay: độ sâu ___ mm; bán kính góc ___ mm; chiều rộng gờ ___ mm
Cấu trúc ưu tiên: PP/CPP / PET/CPP / PET/PE (hoặc “vui lòng đề xuất”)
Độ dày tấm: ___ mm; chiều rộng/đường kính ngoài/lõi cuộn: ___ / ___ / ___
Tạo hình: chân không/áp suất; hỗ trợ nút chặn có/không; tốc độ dây chuyền ___
Hỏng hóc: nứt góc / bạc màu / vỡ khi rơi
Thử nghiệm: điều kiện hóa ___ giờ ở ___°C; độ cao rơi ___
Đóng nắp/niêm phong: niêm phong bằng nhiệt / VSP; (nếu dễ bóc) bóc theo vị trí mục tiêu ___
Chức năng (tùy chọn): lớp chắn OTR/WVTR ___; chống sương mù có/không; in ấn có/không
Tuân thủ: các yêu cầu về tiếp xúc thực phẩm cho thị trường của bạn ___
Câu hỏi thường gặp
Câu 1: Tại sao nó ở nhiệt độ phòng thì không bị nứt nhưng lại bị vỡ khi để trong tủ đông?
Nhiệt độ thấp làm giảm độ dẻo; quá trình tạo hình tạo ra các góc mỏng và ứng suất dư, do đó khay được tạo hình trở nên nhạy cảm hơn nhiều.
Câu 2: Phương pháp khắc phục nhanh nhất?
Cải thiện sự phân bố độ dày ở các góc (hỗ trợ cắm phích, độ đồng đều nhiệt, bán kính) và giảm ứng suất dư.
Câu 3: Tôi chỉ nên thử nghiệm va đập trên bề mặt phẳng thôi sao?
Không — cần kiểm tra độ kín của khay sau khi làm lạnh để đảm bảo bao bì chuỗi cung ứng lạnh thực tế.
Nếu khay đựng thịt/hải sản định hình nhiệt của bạn bị nứt hoặc trắng trong quá trình vận chuyển đông lạnh, chúng tôi có thể đề xuất giải pháp tấm màng nhiều lớp phù hợp (PP/CPP, PET/CPP, PET/PE) dựa trên độ sâu khay, mục tiêu phân bố độ dày và hệ thống niêm phong của bạn—kèm theo mẫu và hướng dẫn ứng dụng.