熱成形トレイのトレイシーリングのトラブルシューティング:チャネルの漏れ、シールのしわ、糸引き、破れ、開封時の乱雑さ(イージーピール)
トレイのシーリングとイージーピールの問題のほとんどは、単に「材質不良」ではなく、仕様の不完全さ、シーリングパラメータの不安定さ(温度/圧力/時間)、汚染/しわ、トレイ構造と蓋システムの不一致などから生じます。
推奨される順序: 漏れを確認する → しわ/チャネル パスを検査する → 剥離障害モード (糸引き/引き裂き/残留物) を特定する → 小さなパラメーター マトリックスを使用してシール ウィンドウをロックする。
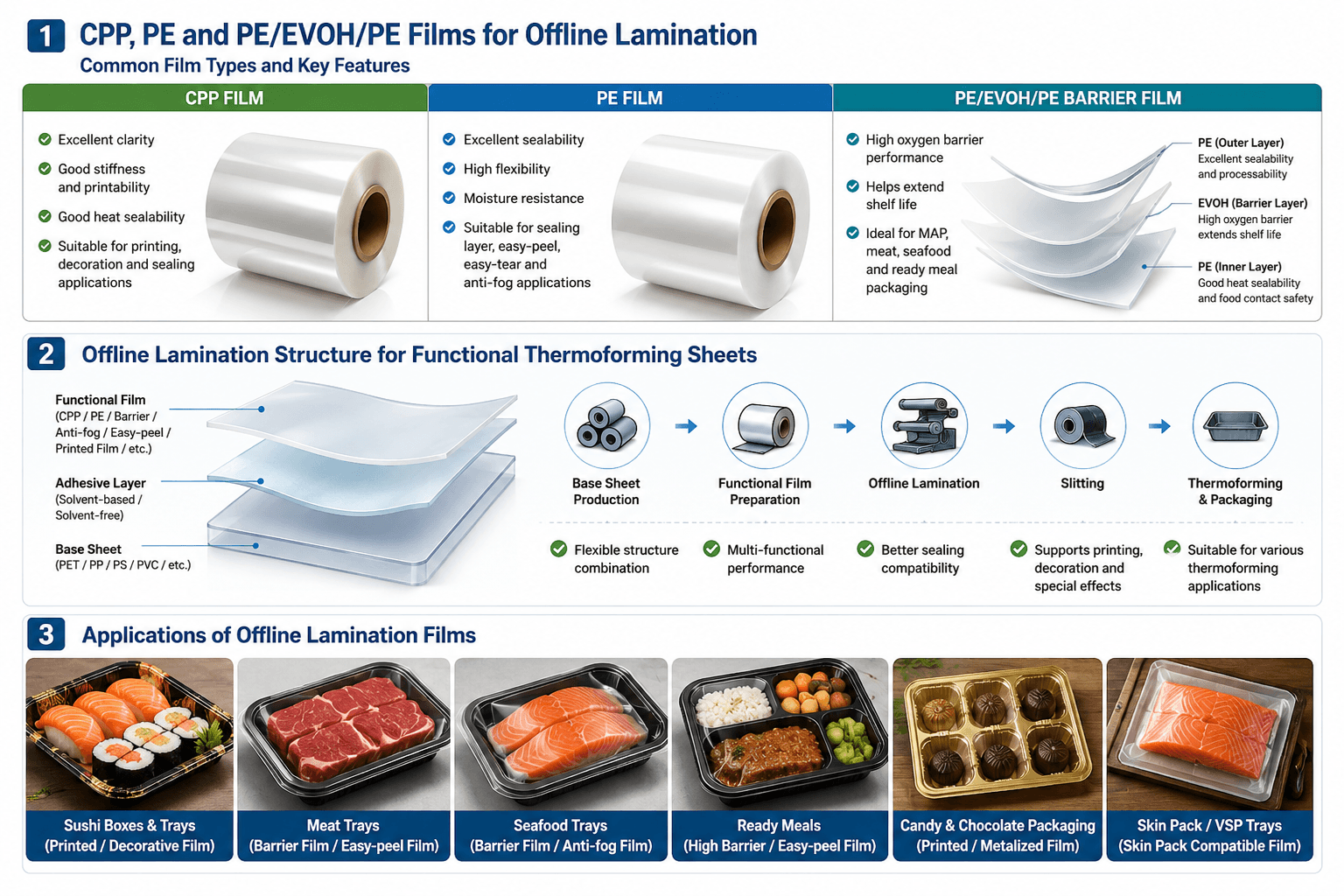
より広範囲の処理堅牢性と一貫した開封性(特に冷蔵肉/魚介類/寿司用)のために、ラミネートシートロール(PET/CPP、PP/CPP、PET/PE)は、バリア性/防曇性/イージーピール/印刷要件とよりよく統合されることがよくあります。
1) 早見表(症状 → 考えられる原因 → 最初に確認すべきこと)
| 症状 | よくある原因 | 最初のチェック(最速) |
|---|---|---|
| チャネル漏れ/シールの完全性の低下 | しわによる漏れ経路の形成、汚染(油分/水分/埃)、不均一な圧力/平坦でないシーリングヘッド、低温または短時間の滞留、トレイの反り | クイックリークテスト(セクション4)、シールリングの連続性の検査、表面/固定具の清掃、ヘッドの平坦性と圧力分布の確認 |
| シールのしわ | 不安定なウェブ張力/アライメント、収縮の不一致、過熱によるフィルムの軟化、過剰な圧力、ツールのずれ | ウェブの張力と位置合わせを確認し、温度またはドウェルをわずかに下げ、ヘッドの平坦性を確認します。 |
| 糸引き(糸引き皮) | 右の窓の外側のイージーピールシステム、過熱により粘着力が失われ、剥離力の目標値が高すぎる | 小さなパラメータマトリックスを使用して温度/滞留時間を短縮し、剥離ターゲットとクリーン剥離モードをリセットします。 |
| 開封時に破れる | 剥離力が高すぎる、シール層が硬い、トレイのエッジが鋭い、シール幅が狭い | 剥離目標を下げ、シール幅/エッジを最適化し、より安定したイージーピールシステム/構造マッチングに切り替える |
| 開封時の汚れ(残留物/ギザギザの縁) | 汚染、システムの非互換性、パラメータの変動 | シールウィンドウを安定させ、清浄度/結露制御を改善し、「クリーンピール」要件を指定します。 |
2) 5段階のトラブルシューティングワークフロー(この順序を使用)
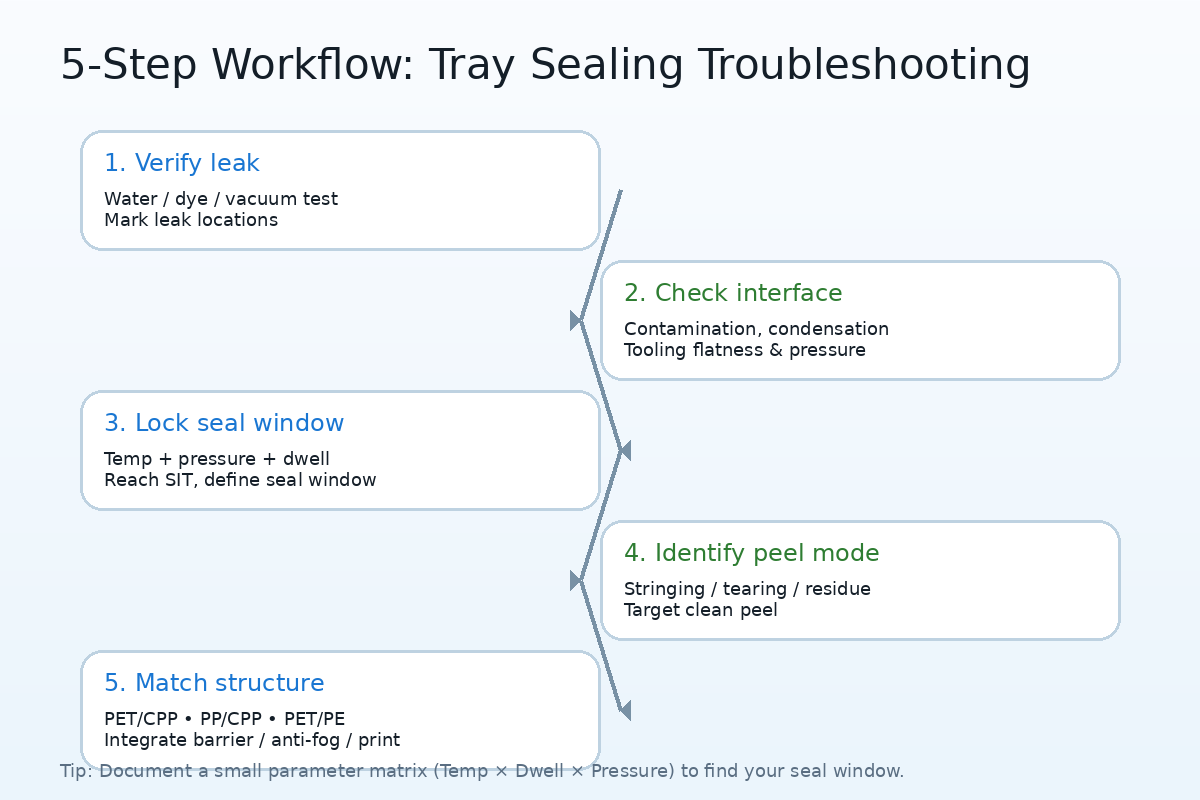
ステップ1:本当に漏れているかどうかを確認する(温度を上げて始めないでください)
簡単な漏れチェックを実行します (可能な場合は水圧、染料浸透、真空テスト)。
漏れ箇所をマークします: コーナー、開始点/終了点、しわゾーン。
チャネルの漏れがある場合は、まずしわ/汚染/圧力の均一性に対処します。
ステップ2: インターフェース+ツールの状態(汚染+平坦度+ウェブハンドリング)を検査する
トレイフランジの水分/油分/ほこり
冷蔵環境下における結露と防曇の相互作用( スーパーマーケットの肉・魚介類・寿司トレー:バリア、防曇、イージーピール、印刷ガイド)
器具の炭素蓄積、シーリングヘッドの清潔さ
必須チェック項目:ウェブ張力の安定性、位置合わせ/位置合わせ、シーリングヘッドの平坦性、圧力分布
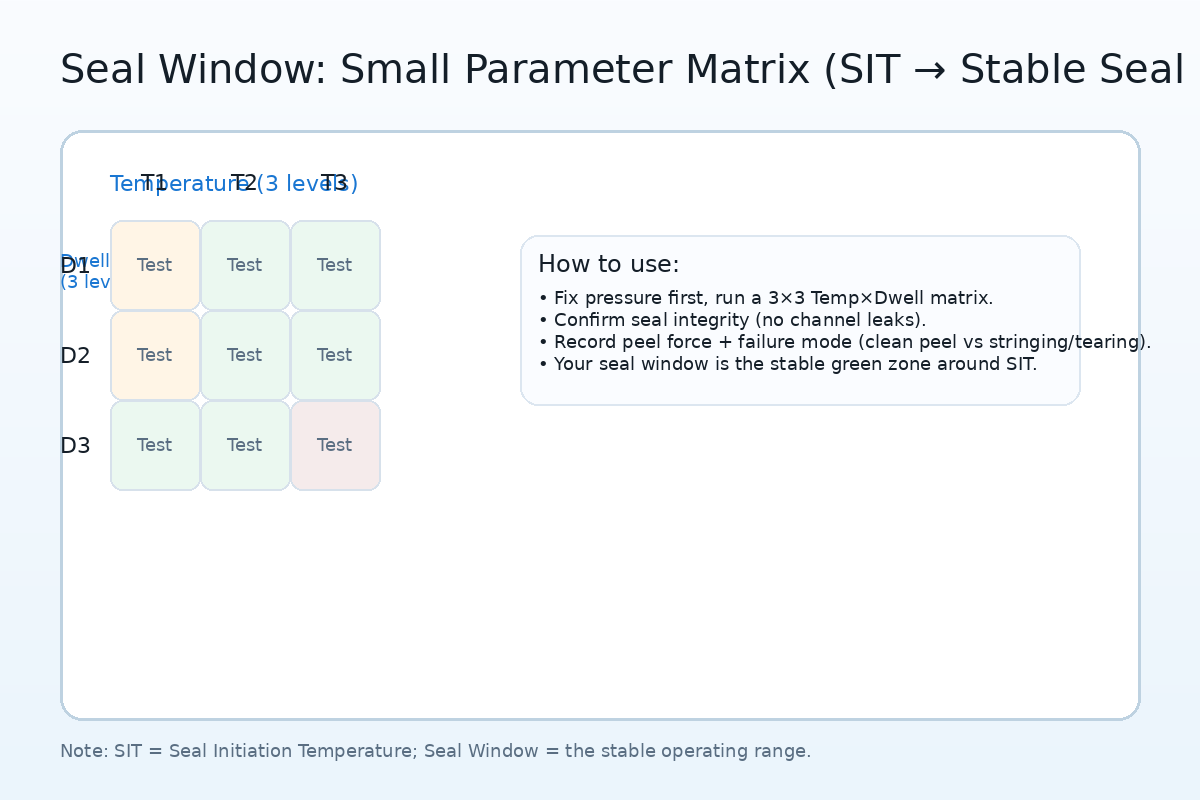
ステップ3: 制御されたパラメータマトリックスでシールウィンドウをロックする
温度だけを変えるのは避けましょう。3つすべてを記録してください。
シール温度
シール圧力
滞留時間
専門家の目標: シーラントの SIT (シール開始温度) に到達し、シール整合性と目的の剥離モード/剥離力の両方を実現する実用的なシール ウィンドウ内で操作します。
小さなマトリックス(例:温度3段階×滞留時間3回、圧力固定)から始めます。漏れがなく、かつ剥離もきれいにできる境界を見つけ、その後圧力を微調整します。
ステップ4: 剥離不良モードを特定する(プロセスの微調整と構造の変更)
糸引き:過熱したり、適切な剥離ウィンドウから外れたりすることが多い
引き裂き:剥離力が強すぎるかシール層が強すぎる場合が多い。また、トレイのエッジ形状も原因となる。
残留物/汚れた皮:汚染または不適合
注意: イージーピールシステムにはさまざまなメカニズムと感度があり、より感度の高いシステムではより厳密なウィンドウ制御が必要です。
ステップ5: パラメータは安定しているが結果がまだ変動する場合 - 構造マッチングへ進む
パラメータをロックしてもまだ変動が見られる場合、または追加要件(バリア/防曇/印刷)が必要な場合は、構造/システムのマッチングが重要になります。
より広い堅牢性と一貫した剥離のために: PET/CPPまたはPP/CPPラミネートシートロール
特定のシーリング設定やコストバランスの場合:シールウィンドウ+剥離力+クリーン剥離モードを明確に定義すれば、PET/PEが使用できます。
境界条件:構造の推奨事項は、実際の機器の蓋/シーラントの互換性に基づいて検証する必要があります。
3) 構造ガイダンス(PET/CPP vs PP/CPP vs PET/PE)
PET/CPPラミネートシートロール
安定したシールウィンドウ、強力な印刷性能、プレミアムな表示品質が必要な場合に最適です。
制御された簡単な剥離動作を構築しやすい
裏面印刷+ラミネート加工に最適(耐摩擦性が向上)
統合パッケージに適合: バリア / 防曇 / イージーピール / 印刷
PP/CPPラミネートシートロール
優先順位をつけるとベスト 靭性と生産安定性
コールドチェーンの取り扱いと衝撃に強い
まずシールの一貫性をサポートし、次に機能的なアドオンをサポートします
PET/PEラミネートシートロール
特定のシール互換性やコストパフォーマンスのバランスが必要な場合に最適
成功は明確な仕様と制御されたウィンドウ/モードターゲットに依存する
4) 推奨される検証方法
シールの完全性:水圧 / 染料浸透 / 真空リークテスト (可能な場合)
剥離:剥離幅と速度を固定し、剥離力と破損モード (きれいな剥離/糸引き/引き裂き) を記録します。
シールウィンドウ:温度×時間×圧力の小さなマトリックス。境界を文書化し、レシピをロックします。
5) よくある3つの買い手のミス
剥離力の目標値なしで「イージーオープン」と表記
平らなシートのみをテストし、成形トレイはテストしない(コーナーの薄化が重要)
印刷色を重視し、耐摩擦性を無視している(寿司印刷トレイでは重要)
6) コピー可能なRFQチェックリスト
用途:チルド肉・魚介類・寿司トレー(詳細:____)
推奨構造:PET/CPP / PP/CPP / PET/PE(または「推奨してください」)
厚さ: __ mm; 幅/ロール外径/コア: __ / __ / __
成形深さ: __ mm; 真空/圧力; ライン速度: __
シール方法:ヒートシール / VSP / その他;ツール/治具:__
ターゲット:
シールの完全性: 漏れなし / チャネル漏れなし
シールウィンドウ: __°C (範囲)
イージーピール:剥離力目標__(または消費者向けイージーオープン)
剥離モード: きれいに剥がせる / 糸引きなし / 破れなし / 残留物なし
曇り止め:あり/なし(冷蔵陳列:__日)
バリア:OTR __; WVTR __; 試験基準:平板/成形トレイ
印刷: 寿司柄/ブランド; 耐摩擦性要件: __
コールドチェーン温度: __°C
コンプライアンス: 市場における食品接触要件: __
よくある質問
Q1: チャネル リークは常に低温によって発生しますか?
いいえ。しわ、汚染、圧力の不均一性、ヘッドの平坦性などが一般的な根本原因です。
Q2: 弦の張りはどうやって直しますか?
小さなパラメータ マトリックスを使用して、温度/ドウェルを正しい剥離ウィンドウに戻し、剥離力と剥離モードを調整します。
Q3: 寿司のプリントトレーの共通点は何ですか?
耐摩耗性と開封時の不安定さ。裏面印刷+ラミネート加工、そしてシール窓の調整が効果的です。
チャネルの漏れ、シールのしわ、糸引き、破れ、開封時の乱雑さなどの問題がある場合は、お客様の機器やターゲットに基づいて、適合するラミネートソリューション(PET/CPP、PP/CPP、PET/PE)を推奨します。さらに、シールウィンドウと歩留まりを安定させるためのサンプルとプロセスガイダンスも提供します。